氣體輔助注塑成型
應用領域:全球汽車產業的汽車產業
氣體注入將熔融聚合物芯推到氣體前面,進入模具中尚未填充的部分,並補償體積收縮的影響,從而完成循環的填充和保壓階段,並生產出空心零件。
傳統上,射出成型零件的設計目標是使整個零件的壁厚保持相對恆定。這種設計原則有助於避免諸如縮痕和翹曲等重大缺陷。然而,除了最簡單的零件外,幾乎不可能設計出所有部分壁厚都完全相同的零件。壁厚的差異會導致零件不同部位的填充方式不同,進而造成整個成型過程中收縮速率的差異,最終導致變形和縮痕的發生。

在射出成型的保壓階段,通常需要施加最大的鎖模壓力。這是因為需要對聚合物澆口施加一定的力,才能將熔體填充到模腔邊緣,以補償熔體凝固時的體積收縮。與緊密注塑成型相比,由於氣芯的存在,氣體注射成型所需的熔體填充距離通常要短得多。這意味著只需較低的保壓壓力即可達到相同的效果,進而所需的鎖模力也更小。
氣體噴射技術能夠以更低的成本生產以下零件:
- 厚截面幾何形狀
- 沒有下陷痕跡
- 最小內部應力
- 減少翹曲
- 低夾緊壓力

氣體輔助灌裝+包裝分析優勢
氣體輔助填充+保壓分析使您能夠研究零件模型中的聚合物和氣體流動行為,並檢查設計修改對聚合物和氣體流動路徑的影響。
利用這些訊息,設計工程師能夠優化產品設計,並精確定位聚合物和氣體注射點。同時,還能確保產品規格得到滿足,並充分利用氣體注射成型製程的優勢。此外,還能最大限度地減少昂貴的模具修改、漫長的交貨週期和反覆試驗。
製程工程師將受益於該程式能夠檢查不同的加工條件對組件的影響,並在模具調試之前確定最佳加工條件。
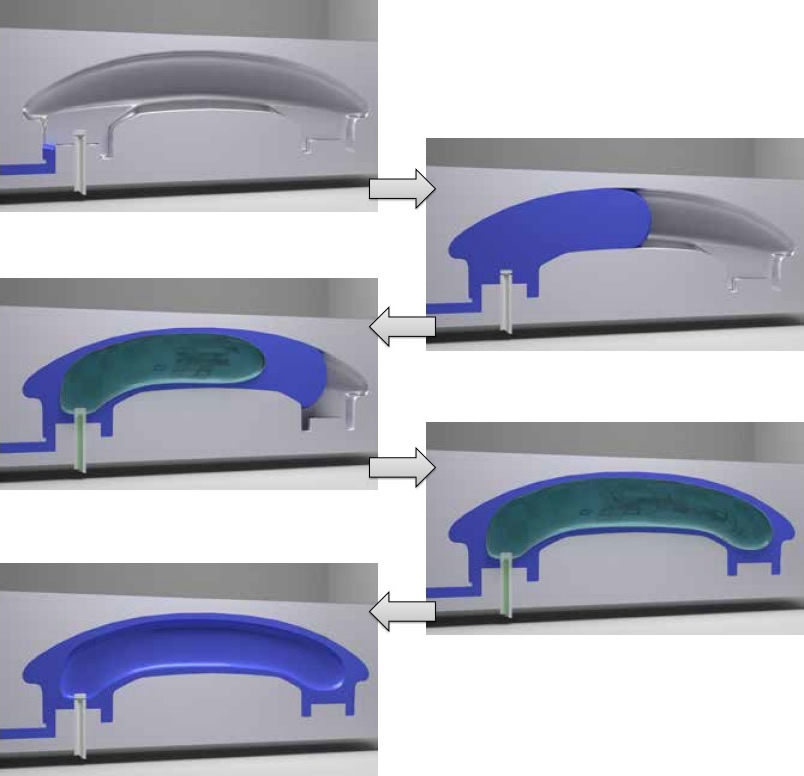
氣體輔助注塑成型是一種用於生產複雜空心塑膠零件的工藝,其特點是材料用量更少、表面光潔度更高、生產週期更短。以下是該工藝的一般工作原理:
-
注射階段:此過程與傳統注塑成型類似,首先將塑膠樹脂顆粒送入射出成型機的料斗。然後,顆粒在機器的料筒內加熱熔化,形成黏稠的熔融材料。
-
射出成型:當熔融塑膠達到所需的溫度和稠度後,在高壓下注入模腔。模具通常根據最終零件的所需形狀(包括內部空隙或中空部分)進行設計,並具有相應的特徵和幾何形狀。
-
氣體注入階段:當熔融塑膠充滿模腔時,透過氣體注入口或噴嘴,將一定量的惰性氣體(通常為氮氣)注入熔融塑膠的中心。氣體將熔融塑膠從零件中心擠出,迫使其流動並緊貼模壁。
-
壓力維持與冷卻:氣體注射完成後,會短暫維持氣壓,使塑膠緊貼模壁,防止零件冷卻凝固過程中出現縮痕或翹曲。然後,利用水冷通道冷卻模具,加速凝固過程。
-
零件脫模:塑膠完全冷卻固化後,模具打開,成品零件從模腔中脫出。零件空腔內滯留的氣體通常會在模具打開時排出。
-
二次加工(如有必要) :根據零件的設計和要求,可以進行修整、鑽孔或組裝等二次加工,以完成零件的製造。
氣體輔助注塑成型的主要優點包括:
- 減少材料用量:氣體輔助成型允許零件內部形成空心部分,與實心零件相比,可減少材料消耗。
- 提高零件品質:氣體輔助冷卻透過在冷卻過程中提供均勻壓力,有助於減少縮痕、翹曲和表面缺陷。
- 增強設計靈活性:此製程能夠生產具有複雜幾何形狀和內部特徵的複雜零件。
- 縮短循環時間:氣體輔助可以透過加速冷卻過程和加快注射速度來縮短循環時間。
氣體輔助注塑成型技術廣泛應用於汽車、消費品、電子和醫療器材等各個行業,用於生產各種零件,例如汽車零件、家電外殼、把手和外殼。
這只是氣體輔助注塑成型技術的部分概述。它是否適合您?不確定如何將其應用於您的下一個項目?請聯絡我們的技術專家,我們將為您提供有關如何從這兩種工藝中獲得最佳效果的實用建議。

