設計
模流分析
我們可提供所有塑膠解決方案。
首先,很多人認為,只要知道澆口位置,就不需要進行模流分析。這是一種誤解,不僅對降低成本和縮短工期幫助不大,也無法避免其他問題。沒錯,你或許能夠完成零件的填充和生產,但這些零件在第一次試製時就能達到最佳狀態嗎?這個問題可以透過模流分析來解答。
很多時候,您可能知道零件的整體澆口區域,但卻無法精確定位澆口位置,從而無法確保零件和型腔周圍填充完全平衡。這種2-10%的輕微不平衡就足以造成許多成型問題,這些問題有時在加工過程中難以察覺,而是隱藏在更長的成型週期、冷卻問題、保壓問題、廢品率、表面質量、澆口或流線、表面光潔度、加工窗口以及鎖模噸位等因素中。在當今競爭激烈的市場中,這些問題足以吞噬您的利潤。如果您借助像Ideal Tech, Inc.這樣的專業機構進行分析,不僅可以避免此類問題,還能改進產品,節省成本和時間。從長遠來看,這足以增加您的利潤,提升公司的競爭力,並生產更高品質的產品。
模具設計服務
-
零件設計分析:了解最終注塑零件的要求和限制條件。分析零件的幾何形狀、功能要求、材料選擇和美觀性考量。確保零件設計適合注塑成型,並能有效製造。
-
澆口設計:確定將熔融塑膠注入模腔的澆口位置、尺寸和類型。選擇能夠最大限度縮短流動距離、減少熔接線並促進材料均勻分佈的澆口位置。常見的澆口類型包括邊緣澆口、針狀澆口和熱流道系統。
-
流道系統:設計流道系統,使熔融塑膠能夠有效率地從射出成型單元輸送到模腔。需考慮流量、壓力降、平衡和冷卻等因素。優化流道佈局、直徑和長度,以最大限度地減少浪費和縮短生產週期。
-
冷卻系統:設計高效率的冷卻系統,以散發模腔和型芯的熱量。確保均勻冷卻,防止成型件出現翹曲、收縮和內應力。在靠近模腔表面的位置設置冷卻通道,並針對複雜幾何形狀採用隨形冷卻技術。
-
分型線和模具分割:確定模具兩半分離的分型線。設計模具分割,以便於輕鬆脫模並盡可能簡化模具。根據需要,在模具中加入滑塊、頂桿和嵌件等結構,以適應倒扣和複雜幾何形狀。
-
拔模斜度:在零件設計中設定拔模斜度,有助於脫模並防止倒扣。確保垂直表面具有足夠的拔模斜度,以便零件能夠輕鬆地從模腔中取出。通常建議每側拔模斜度為 1-2 度。
-
表面光潔度和紋理:指定模製零件所需的表面光潔度和紋理。根據要求設計模腔和型芯,以達到所需的表面質量,無論是光滑、紋理化還是圖案化。考慮零件的美觀、功能性和脫模要求等因素。
-
排氣:在整個模腔內提供充足的排氣,以便在註塑過程中排出空氣和氣體。透過在分型線沿線和易積氣區域策略性地設置排氣槽、微型排氣孔或頂針,防止氣泡、空隙和燒痕。
-
頂出系統:設計一個有效的頂出系統,以便在成型件凝固後將其從模腔中取出。可使用頂針、頂桿或液壓頂出器,以方便零件脫模,同時避免損壞模具或零件。
-
模具考量:考慮模具尺寸、複雜性和可製造性等模具限制因素。優化模具設計,以實現高效的製造、組裝和維護。在確保高精度和耐用性的同時,最大限度地降低模具成本和交貨週期。
-
模擬與分析:利用模流分析軟體模擬射出成型過程,預測潛在問題,例如氣穴、熔接線和縮痕。根據模擬結果優化模具設計,以實現最佳的零件品質和性能。
透過將這些關鍵要素融入塑膠射出成型模具設計中,製造商可以生產出能夠以最小的缺陷和最佳的效率生產高品質、精確且一致的模製零件的模具。
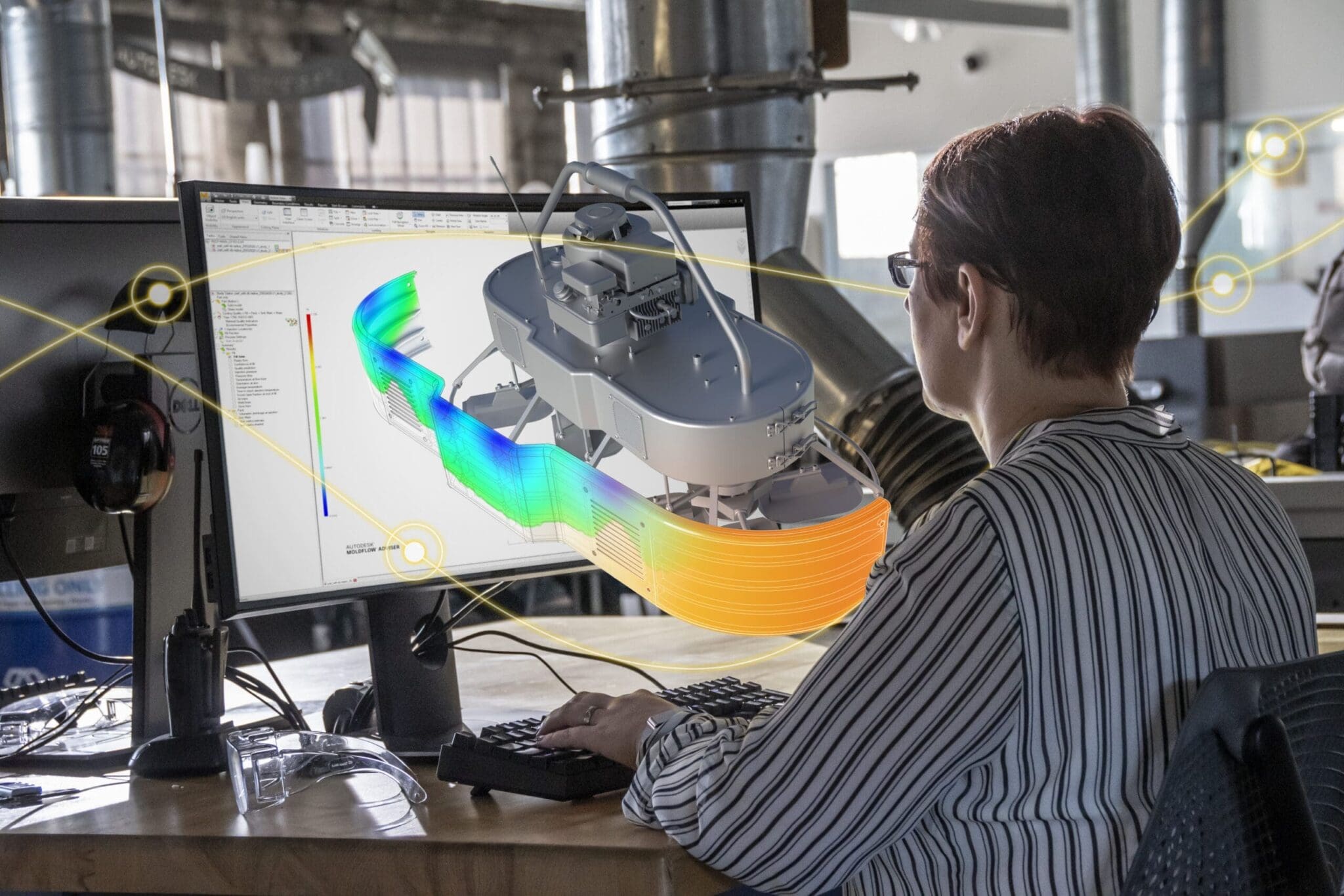
用於模具設計優化的模流分析
模流分析是射出成型模具設計與最佳化的關鍵工具。以下是它的工作原理及其重要性:
-
了解模流:模流分析模擬注塑成型過程中熔融塑膠材料在模腔內的流動。它預測材料在不同加工條件下的行為,包括流動模式、壓力分佈、冷卻速率和潛在缺陷。
-
最佳化設計:透過分析模流,設計人員可以在模具製造之前識別潛在問題,例如氣穴、熔接線、縮痕和翹曲。這使得設計人員能夠迭代改進設計,從而優化零件品質、最大限度地減少生產缺陷並提高可製造性。
-
材料選擇:模流分析透過評估塑膠材料的流變性能、熔體溫度、黏度和注塑成型過程中的流動行為,幫助選擇適合預期用途的塑膠材料。這確保了材料與模具設計的兼容性,從而提高零件的性能和一致性。
-
澆口和流道設計:模流分析有助於優化澆口和流道設計,從而實現高效的材料流動和模腔的均衡填充。它有助於確定澆口和流道的最佳位置、尺寸和幾何形狀,以最大限度地減少流動阻力、降低壓力降並防止零件缺陷,例如短射和流動停滯。
-
冷卻系統設計:在註塑成型中,適當的冷卻對於確保零件品質均勻和縮短生產週期至關重要。模流分析能夠幫助設計人員優化模具內冷卻通道的佈局,確保最佳冷卻速率和均勻的溫度分佈。這有助於防止成型零件出現翹曲、收縮和殘餘應力。
-
預測零件行為:模流分析能夠深入了解模塑零件脫模後的行為,包括尺寸精度、收縮率、翹曲和殘餘應力。透過模擬冷卻和凝固過程,設計人員可以預測並緩解生產或最終應用中可能出現的問題。
-
迭代改進:模流分析有助於實現迭代設計流程,設計人員可以快速評估多個設計方案,分析其對零件品質和可製造性的影響,並在製造前做出明智的決策以優化模具設計。這種迭代方法最大限度地減少了對物理原型和反覆試驗的需求,從而節省了時間和成本。
-
縮短產品上市時間:透過準確預測並提前解決潛在的成型問題,模流分析有助於簡化產品開發週期,並加快新產品上市速度。它使設計人員能夠在設計階段早期主動識別並解決製造難題,從而實現更快、更經濟高效的量產。
總之,模流分析是模具設計優化的不可或缺的工具,它可以幫助設計人員在註塑成型過程中獲得更好的零件品質、更高的生產效率和更短的上市時間。

射出成型中使用的模具材料
注塑成型是一種用途廣泛的製造工藝,用於生產各種塑膠零件和產品。模具材料的選擇至關重要,因為它直接影響成型製程的品質、耐用性和成本效益。以下是注塑成型中一些常用的模具材料:
-
鋼合金:
- 工具鋼(例如 P20、H13) :工具鋼因其優異的耐磨性、韌性和可加工性而被廣泛用於注塑模具。 P20 是一種用途廣泛的通用工具鋼,適用於多種應用;而 H13 則具有更高的硬度和耐熱性,使其適用於大批量生產和磨蝕性材料的成型。
-
不鏽鋼:
- SUS 420、SUS 316 :不銹鋼模具具有良好的耐腐蝕性,適用於成型腐蝕性或高溫材料。 SUS 420 常用於通用成型應用,而 SUS 316 具有更高的耐腐蝕性,使其更適用於成型醫用或食品級塑膠。
-
鋁合金:
- 鋁合金7075、鋁合金6061 :鋁製模具重量輕,導熱性能優異,可實現更快的冷卻速度和更短的生產週期。鋁合金7075是一種高強度合金,適用於大量生產;而鋁合金6061則更具成本效益,更適合原型製作或小批量生產。
-
鈹銅:
- C17200(合金 25) :鈹銅模具具有優異的導熱性和高強度,可實現快速熱傳遞並縮短成型週期。它們常用於成型需要快速冷卻的薄壁或複雜零件。
-
預硬化鋼:
- NAK80、718 :預硬化鋼具有良好的加工性和尺寸穩定性,無需進行加工後熱處理。 NAK80 是成型光學和電子零件的常用材料,而 718 則具有更高的硬度和耐磨性,適用於成型磨蝕性材料。
-
模具樹脂和複合材料:
- 環氧樹脂模具板,RenShape :模具樹脂和複合材料用於快速、經濟高效地製作原型或小批量模具。環氧樹脂模具板具有良好的尺寸穩定性和表面光潔度,而RenShape是一種輕質、易加工的材料,適用於製作複雜的模具。
模具材料的選擇取決於多種因素,例如零件的複雜程度、生產規模、材料相容性、表面光潔度要求以及預算限制。工程師和模具設計師會仔細評估這些因素,為每種特定應用選擇最合適的模具材料,以確保射出成型製程的最佳性能和成本效益。

塑膠注塑模具的類型
注塑模具是塑膠零件製造過程中不可或缺的工具。它們種類繁多,每種模具都針對特定的應用和生產要求而設計。以下是一些常見的射出成型模具類型:
-
雙板模具:顧名思義,雙板模具由兩塊主要板材組成:型腔板和型芯板。這兩塊板材分別安裝在註塑機的固定側和移動側。型腔板包含型腔,用於形成成型零件的外部形狀;而型芯板包含型芯,用於形成零件的內部特徵。
在雙板模具中,型腔和型芯對齊,閉合後形成完整的模腔。熔融塑膠被注入此型腔,填充空間並成型。塑膠冷卻凝固後,模具打開,零件被取出。
雙板模具的設計和結構相對簡單,因此成本效益高,適用於多種應用。但是,對於幾何形狀複雜或需要側向作用機構的零件,雙板模具可能並不適用。
-
三板模:三板模比兩板模更複雜,它由三塊主要板組成:型腔板、型芯板和第三塊板,後者被稱為流道板或脫料板。流道板位於型腔板和型芯板之間,其內部設有通道(流道),用於引導熔融塑膠從射出噴嘴流入模腔。
在三板模具中,流道板的作用是將澆口、流道和澆注口與成型件隔開,以便於脫模。模具打開時,流道板獨立於型腔板和型芯板移動,方便移除澆口和流道。
三板模具常用於澆注系統和流道設計至關重要的應用中,例如多腔模具或具有複雜流道系統的模具。它們在澆注位置方面提供了更大的靈活性,並且可以透過回收流道材料來最大限度地減少浪費。
-
單腔模具:單腔模具每次循環生產一個零件。它們適用於小批量生產或生產多腔模具不切實際的大型零件。單腔模具常用於原型製作或小規模生產。
-
多腔模具:多腔模具具有兩個或多個相同的型腔,可在每個成型週期內同時生產多個零件。它們用於提高生產效率並降低大批量生產的單位成本。多腔模具廣泛應用於汽車、電子和消費品等產業。
-
家庭模具:家庭模具由多個型腔組成,每個型腔可同時生產不同的零件。這使得在單一成型週期內即可生產組件或成套零件,從而簡化製造流程,縮短生產時間並降低成本。家庭模具尤其適用於生產最終產品中需要組裝在一起的組件。
-
熱流道模具:熱流道模具利用加熱通道系統將熔融塑膠直接輸送到模腔,無需流道,從而減少材料浪費。它們非常適合對生產週期和材料浪費要求極高的大量生產。熱流道模具廣泛應用於包裝、醫療器材和消費性電子等產業。
-
冷流道模具:冷流道模具採用一組未加熱的流道系統,將熔融塑膠從射出成型單元輸送到模腔。每次循環後,必須清除流道中多餘的材料,造成一定的材料浪費。冷流道模具通常用於小批量生產,或因材料要求或成本考慮而無法使用熱流道模具的情況。
-
嵌件模具:嵌件模具在射出成型前將金屬或塑膠嵌件嵌入模腔中,從而將預成型零件或嵌件封裝在成型零件內部。它們用於生產具有整合特徵的零件,或提高零件的強度和功能。嵌件模具廣泛應用於汽車、航太和電子等產業。
-
包覆成型/雙色射出成型模具:包覆成型或雙色注塑模具可以將多種材料或顏色注入同一模具中,從而製造出具有多層或多層組件的零件。它們常用於生產觸感柔軟的把手、多色零件或帶有集成密封件或墊圈的零件。包覆成型技術廣泛應用於消費性電子、醫療器材和家用電器等產業。
-
原型模具:原型模具用於生產低成本原型或小批量零件,以進行測試和驗證。與生產模具相比,原型模具通常採用價格較低的材料製成,設計也較為簡化。原型模具對於消費品、工業設備和醫療器材等產業的產品開發和迭代過程至關重要。
以下是一些製造業中常用的主要塑膠射出模具類型。選擇合適的模具類型取決於多種因素,例如產量、零件複雜度、材料要求和成本考慮。
