ガスアシスト射出成形
アプリケーション: 世界の自動車産業
ガス注入により、溶融ポリマーコアがガスの先に移動し、金型のまだ充填されていない部分に移動して体積収縮の影響を補正し、サイクルの充填および保圧段階が完了して中空部品が生成されます。
従来、射出成形部品は、部品全体にわたって比較的一定の肉厚で設計されてきました。この設計ガイドラインは、ヒケや反りなどの重大な欠陥や不具合を回避するのに役立ちます。しかし、極めて単純な部品を除き、すべてのセクションの肉厚を均一にすることは不可能です。肉厚のばらつきは、部品の各セクションの充填状態の違いにつながり、結果として成形全体にわたって収縮差が生じ、ひび割れやひけが生じることがよくあります。

通常、成形サイクルの保圧段階では最大の型締圧力が必要になります。これは、凝固する溶融樹脂の体積収縮を相殺するために、ポリマーゲートに作用させる必要がある力によるものです。コンパクト射出成形と比較して、ガス射出成形ではガスコアがあるため、凝固する溶融樹脂を充填する必要がある距離が通常かなり短くなります。つまり、同じ結果を得るために必要な保圧圧力は比例して低く、結果として成形機の型締力も低くなります。
ガス注入により、次のようなコンポーネントをコスト効率よく製造できます。
- 厚肉形状
- ヒケなし
- 最小限の内部応力
- 反りの低減
- 低いクランプ圧力

ガスアシスト充填+パック分析の利点
ガスアシスト充填+保圧解析では、部品モデル内のポリマーおよびガスの流動挙動を調査し、設計変更がポリマーおよびガスの流動パスに与える影響を調べることができます。
この情報を活用することで、設計エンジニアは製品設計を最適化し、ポリマーとガスの射出ポイントを正確に配置できるようになります。また、ガス射出成形プロセスの全機能を活用し、製品仕様を確実に満たすことができます。高額な金型変更、長いリードタイム、試行錯誤も最小限に抑えられます。
プロセス エンジニアは、さまざまな処理条件がコンポーネントに与える影響を調べ、金型の試運転前に最適な処理条件を確立できるプログラムの機能の恩恵を受けることができます。
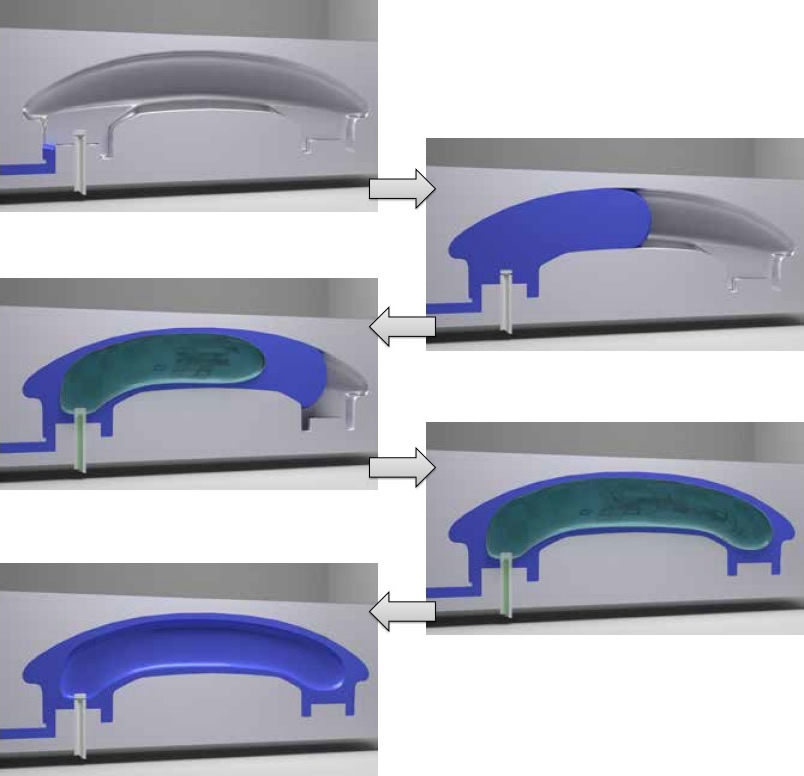
ガスアシスト射出成形は、複雑な中空プラスチック部品を、材料使用量の削減、表面仕上げの向上、サイクルタイムの短縮を実現しながら製造するプロセスです。このプロセスの一般的な仕組みは以下のとおりです。
-
射出段階:このプロセスは従来の射出成形と同様に始まります。まず、プラスチック樹脂ペレットが射出成形機のホッパーに投入されます。ペレットは成形機のバレル内で加熱・溶融され、粘性のある溶融材料となります。
-
金型への射出:溶融プラスチックが所定の温度と粘度に達すると、高圧下で金型キャビティに射出されます。金型は通常、内部の空洞や中空部を含む最終部品の所望の形状を形成するための特徴と形状を備えて設計されます。
-
ガス射出段階:溶融プラスチックが金型キャビティに充填されると、ガス射出ポートまたはノズルから、一定量の不活性ガス(通常は窒素)が溶融プラスチックの中心部に注入されます。ガスは溶融プラスチックを部品の中心部から押し出し、金型壁に沿って流動させます。
-
圧力維持と冷却:ガス射出が完了すると、ガス圧力は短時間維持され、プラスチックを金型壁に押し付けることで、部品が冷却・固化する際のヒケや反りを防ぎます。その後、水路を用いて金型を冷却し、固化プロセスを促進します。
-
部品の取り出し:プラスチックが完全に冷却・固化した後、金型が開き、完成した部品が金型キャビティから取り出されます。金型が開くと、部品の中空部に閉じ込められたガスが通常、排出されます。
-
二次操作 (必要な場合) : 部品の設計と要件に応じて、トリミング、穴あけ、組み立てなどの二次操作を実行して部品を完成させる場合があります。
ガスアシスト射出成形の主な利点は次のとおりです。
- 材料使用量の削減: ガスアシストにより部品内に中空セクションを設けることができるため、中実部品に比べて材料消費量が削減されます。
- 部品の品質向上: ガスアシストにより、冷却中に均一な圧力がかかり、ヒケ、反り、表面欠陥が減少します。
- 強化された設計柔軟性: このプロセスにより、複雑な形状と内部機能を備えた複雑な部品の製造が可能になります。
- サイクル時間の短縮: ガスアシストにより、冷却プロセスが加速され、射出速度が速くなるため、サイクル時間が短縮されます。
ガスアシスト射出成形は、自動車、消費財、電子機器、医療機器などのさまざまな業界で、自動車部品、家電製品のハウジング、ハンドル、筐体などの幅広い部品の製造に広く使用されています。
これはガスアシスト射出成形のほんの一部です。ガスアシスト射出成形はお客様にとって最適なソリューションでしょうか?次のプロジェクトにどのように適用すればよいかお悩みですか?当社の技術専門家にご連絡いただければ、両方のプロセスから最良の結果を得る方法について、役立つアドバイスを提供いたします。

