गैस असिस्ट इंजेक्शन मोल्डिंग
अनुप्रयोग: वैश्विक ऑटोमोबाइल उद्योग में ऑटोमोटिव उद्योग
गैस के इंजेक्शन से पिघला हुआ पॉलिमर कोर गैस से आगे, मोल्ड के अभी तक खाली हिस्सों में विस्थापित हो जाता है, और आयतनिक संकुचन के प्रभावों की भरपाई करता है, इस प्रकार चक्र के भरने और पैकिंग चरणों को पूरा करता है और एक खोखला भाग तैयार करता है।
परंपरागत रूप से, इंजेक्शन मोल्डिंग द्वारा निर्मित घटकों को पूरे घटक में अपेक्षाकृत एकसमान दीवार मोटाई के साथ डिज़ाइन किया जाता है। यह डिज़ाइन दिशानिर्देश सिंक मार्क्स और ताना-बाना जैसी बड़ी खामियों या दोषों से बचने में सहायक होता है। हालांकि, सबसे सरल भागों को छोड़कर, ऐसा घटक डिज़ाइन करना असंभव है जिसके सभी भाग एक समान मोटाई के हों। दीवार की मोटाई में इन भिन्नताओं के कारण भाग के विभिन्न भागों की पैकिंग अलग-अलग होती है, जिसका अर्थ है कि मोल्डिंग के दौरान संकुचन में अंतर होगा और परिणामस्वरूप इन स्थितियों में विकृति और सिंक मार्क्स जैसी समस्याएं अक्सर उत्पन्न हो सकती हैं।

मोल्डिंग चक्र के पैकिंग चरण के दौरान आमतौर पर अधिकतम क्लैंप दबाव की आवश्यकता होती है। ऐसा इसलिए होता है क्योंकि पिघले हुए पदार्थ को मोल्ड कैविटी के किनारों तक पैक करने के लिए पॉलीमर गेट पर बल लगाना पड़ता है, ताकि जमते हुए पिघले पदार्थ के आयतन में होने वाली कमी को पूरा किया जा सके। कॉम्पैक्ट इंजेक्शन मोल्डिंग की तुलना में, गैस इंजेक्शन मोल्डिंग में गैस कोर के कारण जमते हुए पिघले पदार्थ को पैक करने के लिए आवश्यक दूरी काफी कम होती है। इसका अर्थ यह है कि समान परिणाम प्राप्त करने के लिए आनुपातिक रूप से कम पैकिंग दबाव की आवश्यकता होती है और परिणामस्वरूप, मशीन क्लैंप बल भी कम लगता है।
गैस इंजेक्शन से निम्नलिखित विशेषताओं वाले घटकों का लागत प्रभावी उत्पादन संभव हो पाता है:
- मोटे अनुभाग की ज्यामिति
- कोई सिंक मार्क्स नहीं
- न्यूनतम आंतरिक तनाव
- विकृति में कमी
- कम क्लैंप दबाव

गैस-सहायता प्राप्त फिल+पैक विश्लेषण के लाभ
गैस-सहायता प्राप्त फिल+पैक विश्लेषण आपको एक पार्ट मॉडल के भीतर पॉलिमर और गैस प्रवाह व्यवहार का अध्ययन करने और डिजाइन संशोधनों के पॉलिमर और गैस प्रवाह पथ दोनों पर पड़ने वाले प्रभाव की जांच करने की क्षमता प्रदान करता है।
इस जानकारी का उपयोग करके, डिज़ाइन इंजीनियर उत्पाद डिज़ाइन को अनुकूलित कर सकेगा और पॉलिमर और गैस इंजेक्शन बिंदुओं को सटीक रूप से निर्धारित कर सकेगा। साथ ही, गैस इंजेक्शन मोल्डिंग प्रक्रिया की पूरी क्षमताओं का उपयोग करते हुए, उत्पाद विनिर्देशों को पूरा करना सुनिश्चित कर सकेगा। महंगे टूल संशोधन, लंबे लीड टाइम और ट्रायल एंड एरर को भी न्यूनतम रखा जा सकेगा।
इस प्रोग्राम की क्षमता से प्रोसेस इंजीनियर को लाभ होगा, क्योंकि यह घटक पर विभिन्न प्रसंस्करण स्थितियों के प्रभावों की जांच करने में सक्षम है और मोल्ड चालू होने से पहले इष्टतम प्रसंस्करण स्थितियों को स्थापित करने में सहायक है।
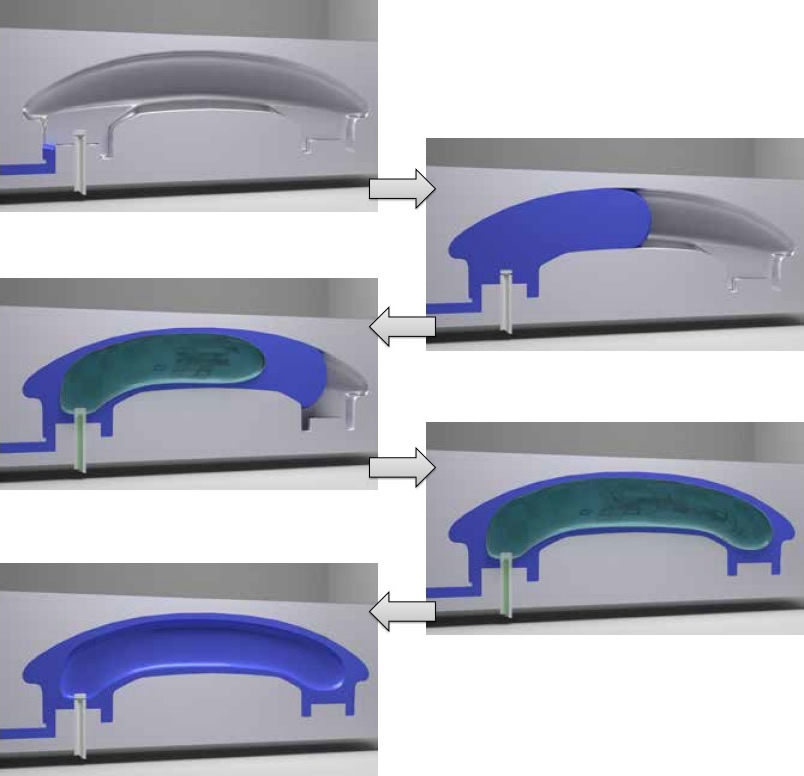
गैस असिस्टेड इंजेक्शन मोल्डिंग एक ऐसी प्रक्रिया है जिसका उपयोग कम सामग्री खपत, बेहतर सतह फिनिश और कम चक्र समय के साथ जटिल, खोखले प्लास्टिक भागों के उत्पादन के लिए किया जाता है। प्रक्रिया सामान्यतः इस प्रकार काम करती है:
-
इंजेक्शन चरण : यह प्रक्रिया पारंपरिक इंजेक्शन मोल्डिंग की तरह शुरू होती है, जहां प्लास्टिक रेज़िन पेलेट्स को इंजेक्शन मोल्डिंग मशीन के हॉपर में डाला जाता है। फिर इन पेलेट्स को मशीन के बैरल में गर्म करके पिघलाया जाता है, जिससे एक गाढ़ा पिघला हुआ पदार्थ बनता है।
-
सांचे में डालना : पिघला हुआ प्लास्टिक वांछित तापमान और गाढ़ेपन तक पहुँचने के बाद, इसे उच्च दबाव में सांचे के खोखले भाग में डाला जाता है। सांचे को आमतौर पर अंतिम भाग के वांछित आकार को बनाने के लिए डिज़ाइन किया जाता है, जिसमें आंतरिक रिक्त स्थान या खोखले भाग भी शामिल होते हैं।
-
गैस इंजेक्शन चरण : जैसे ही पिघला हुआ प्लास्टिक सांचे के अंदर भरता है, एक नियंत्रित मात्रा में अक्रिय गैस (आमतौर पर नाइट्रोजन) को गैस इंजेक्शन पोर्ट या नोजल के माध्यम से पिघले हुए प्लास्टिक के केंद्र में इंजेक्ट किया जाता है। गैस पिघले हुए प्लास्टिक को भाग के केंद्र से विस्थापित करती है, जिससे वह बहने लगता है और सांचे की दीवारों से चिपक जाता है।
-
दबाव बनाए रखना और ठंडा करना : गैस डालने की प्रक्रिया पूरी होने के बाद, प्लास्टिक को साँचे की दीवारों से चिपकाए रखने और भाग के ठंडा होकर जमने के दौरान धंसने के निशान या विकृति को रोकने के लिए गैस का दबाव थोड़ी देर के लिए बनाए रखा जाता है। इसके बाद, जमने की प्रक्रिया को तेज करने के लिए पानी की नालियों का उपयोग करके साँचे को ठंडा किया जाता है।
-
पार्ट इजेक्शन : प्लास्टिक के पूरी तरह ठंडा और जम जाने के बाद, मोल्ड खुलता है और तैयार पार्ट मोल्ड कैविटी से बाहर निकल जाता है। पार्ट के खोखले हिस्सों में फंसी गैस आमतौर पर मोल्ड खुलने के साथ ही बाहर निकल जाती है।
-
द्वितीयक क्रियाएं (यदि आवश्यक हो) : पुर्जे के डिजाइन और आवश्यकताओं के आधार पर, पुर्जे को अंतिम रूप देने के लिए ट्रिमिंग, ड्रिलिंग या असेंबली जैसी द्वितीयक क्रियाएं की जा सकती हैं।
गैस असिस्ट इंजेक्शन मोल्डिंग के प्रमुख लाभों में निम्नलिखित शामिल हैं:
- सामग्री की कम खपत: गैस की सहायता से पुर्जे के भीतर खोखले भाग बनाना संभव हो जाता है, जिससे ठोस पुर्जों की तुलना में सामग्री की खपत कम हो जाती है।
- पुर्जों की गुणवत्ता में सुधार: गैस असिस्ट कूलिंग के दौरान एकसमान दबाव प्रदान करके सिंक मार्क्स, ताना-बाना और सतह की खामियों को कम करने में मदद करता है।
- उन्नत डिजाइन लचीलापन: यह प्रक्रिया जटिल ज्यामिति और आंतरिक विशेषताओं वाले जटिल भागों के उत्पादन को सक्षम बनाती है।
- चक्र समय में कमी: गैस की सहायता से शीतलन प्रक्रिया को तेज करके और इंजेक्शन की गति को बढ़ाकर चक्र समय को कम किया जा सकता है।
गैस असिस्ट इंजेक्शन मोल्डिंग का उपयोग आमतौर पर ऑटोमोटिव, उपभोक्ता सामान, इलेक्ट्रॉनिक्स और चिकित्सा उपकरणों सहित विभिन्न उद्योगों में ऑटोमोटिव घटकों, उपकरण हाउसिंग, हैंडल और एनक्लोजर जैसे कई प्रकार के पुर्जों के उत्पादन के लिए किया जाता है।
यह गैस असिस्ट इंजेक्शन मोल्डिंग का सिर्फ एक संक्षिप्त परिचय है। क्या ये आपके लिए सही समाधान हैं? क्या आप अपने अगले प्रोजेक्ट में इन्हें लागू करने को लेकर असमंजस में हैं? बस हमारे तकनीकी विशेषज्ञों से संपर्क करें और हम आपको दोनों प्रक्रियाओं से सर्वोत्तम परिणाम प्राप्त करने के बारे में उपयोगी सलाह दे सकते हैं।

