デザイン
モールドフロー解析
あらゆるプラスチックソリューションは当社で可能です
まず、部品のゲート位置が分かっていれば、モールドフロー解析を行う必要はないと考える人が多いようです。これは誤解であり、コストや時間の削減にはあまり役立たないだけでなく、他の問題も防げない可能性があります。確かに、部品を充填して成形することはできますが、最初のトライアウトで最良の結果が得られるでしょうか?この疑問は、モールドフロー解析を行うことで解決できます。
多くの場合、部品の全体的なゲート領域は把握していても、部品とキャビティの周囲全体に完全にバランスのとれた充填を行うための正確なゲート位置を特定するのは難しい場合があります。2~10% というわずかなアンバランスでも、成形プロセスでは確認できないものの、サイクルタイムの延長、冷却、保圧の問題、スクラップ率、表面品質、ゲートまたはフロー ライン、表面仕上げ、プロセス ウィンドウ、型締力などに隠れた問題を引き起こす可能性があります。今日の競争の激しい市場では、こうした問題がマージンや利益を吹き飛ばしてしまう可能性があります。Ideal Tech, Inc. のような専門家による分析を実施すれば、このような問題を回避できるだけでなく、製品の品質を向上させ、コストと時間を節約できます。これは長期的に見て収益の増加につながり、会社の競争力を高め、生産品質を向上させるのに十分です。
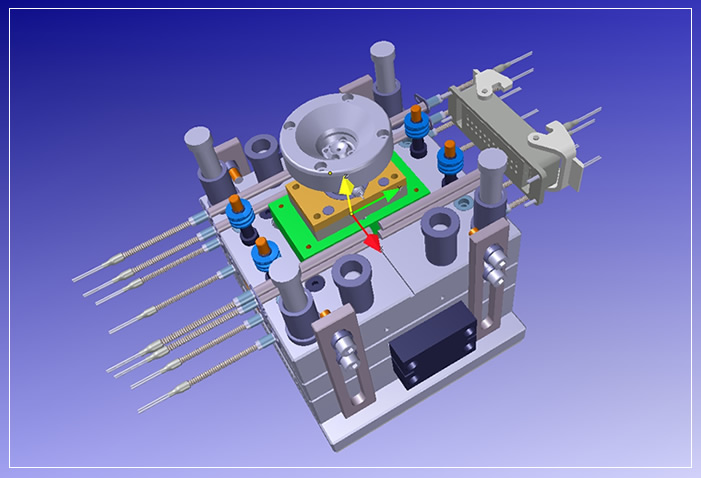
金型設計サービス
-
部品設計解析:最終成形部品の要件と制約を理解します。部品形状、機能要件、材料選定、外観上の配慮を分析します。部品設計が射出成形に適しており、効率的に製造できることを確認します。
-
ゲート設計:溶融樹脂を金型キャビティに射出するためのゲートの位置、サイズ、および種類を決定します。流動距離を最小化し、ウェルドラインを減らし、適切な材料分布を促進するゲート位置を選択します。一般的なゲートの種類には、エッジゲート、ピンゲート、ホットランナーシステムなどがあります。
-
ランナーシステム:溶融樹脂を射出装置から金型キャビティへ効率的に供給するために、ランナーシステムを設計します。流量、圧力損失、バランス、冷却といった要素を考慮します。ランナーのレイアウト、直径、長さを最適化し、無駄とサイクルタイムを最小限に抑えます。
-
冷却システム:金型キャビティとコアから熱を放散する効果的な冷却システムを設計します。均一な冷却を確保することで、成形品の反り、収縮、内部応力を防止します。キャビティ表面近くに冷却チャネルを設け、複雑な形状にはコンフォーマル冷却技術を活用します。
-
パーティングラインと金型分割:金型が分割されるパーティングラインを決定します。金型分割は、成形品の取り出しを容易にし、金型の複雑さを最小限に抑えるよう設計します。アンダーカットや複雑な形状に対応するために、必要に応じてスライド、リフター、インサートなどの機能を組み込みます。
-
抜き勾配:金型の離型性を高め、アンダーカットを防止するために、部品設計に抜き勾配を設けてください。金型キャビティから部品を容易に取り出せるよう、垂直面には十分な抜き勾配を設けてください。通常、片側1~2度の抜き勾配が推奨されます。
-
表面仕上げとテクスチャ:成形品の望ましい表面仕上げとテクスチャを指定します。必要な表面品質(滑らか、テクスチャ加工、模様付きなど)を実現するために、金型キャビティとコアを設計します。部品の美観、機能性、脱型要件などの要素を考慮します。
-
ベント:射出成形プロセス中に空気やガスを逃がすため、金型キャビティ全体に適切なベントを設けてください。パーティングラインや空気が閉じ込められやすい箇所に、ベント溝、マイクロベント、エジェクタピンなどを戦略的に配置することで、エアトラップ、ボイド、焼けの発生を防止します。
-
排出システム:凝固後に成形品を金型キャビティから取り出すための効果的な排出システムを設計します。エジェクタピン、エジェクタスリーブ、または油圧エジェクタを使用することで、金型や成形品を損傷することなく、部品を容易に取り外すことができます。
-
金型設計の検討:金型のサイズ、複雑さ、製造可能性といった金型の制約を考慮します。金型設計を最適化し、効率的な製造、組立、メンテナンスを実現します。高い精度と耐久性を確保しながら、金型コストとリードタイムを最小限に抑えます。
-
シミュレーションと解析:モールドフロー解析ソフトウェアを活用して射出成形プロセスをシミュレーションし、エアトラップ、ウェルドライン、ヒケなどの潜在的な問題を予測します。シミュレーション結果に基づいて金型設計を最適化し、最適な部品品質と性能を実現します。
これらの重要な要素をプラスチック射出成形金型の設計に組み込むことで、メーカーは欠陥を最小限に抑え、効率を最適化し、高品質で精密かつ一貫性のある成形部品を製造できる金型を製造できます。
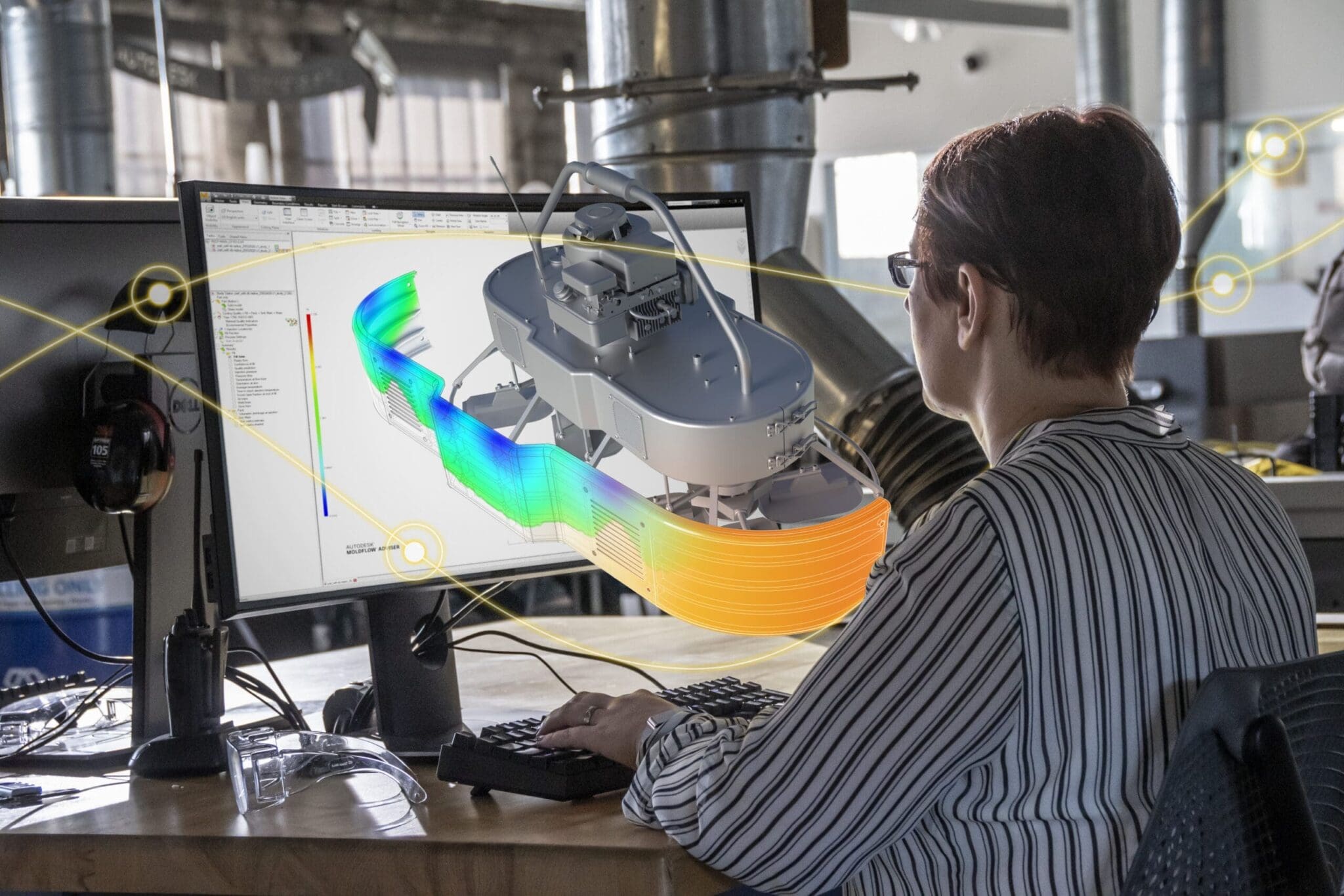
金型設計最適化のための金型流動解析
モールドフロー解析は、射出成形プロセスにおける金型の設計と最適化に不可欠なツールです。その仕組みと重要性について以下に説明します。
-
金型流動の理解:金型流動解析は、射出成形プロセスにおける金型キャビティ内の溶融プラスチック材料の流れをシミュレートします。流動パターン、圧力分布、冷却速度、潜在的な欠陥など、さまざまな成形条件下での材料の挙動を予測します。
-
設計の最適化:金型流動解析により、設計者は金型を製造する前に、エアトラップ、ウェルドライン、ヒケ、反りなどの潜在的な問題を特定できます。これにより、設計を反復的に改善し、部品品質の最適化、製造欠陥の最小化、製造性の向上を図ることができます。
-
材料選定:金型流動解析は、射出成形時のレオロジー特性、溶融温度、粘度、流動挙動を評価することで、目的の用途に適したプラスチック材料を選定するのに役立ちます。これにより、材料と金型設計の適合性が確保され、部品の性能と安定性が向上します。
-
ゲートとランナーの設計:モールドフロー解析は、ゲートとランナーの設計を最適化し、効率的な材料流動と金型キャビティへのバランスの取れた充填を実現します。ゲートとランナーの最適な位置、サイズ、形状を決定することで、流動制限を最小限に抑え、圧力損失を低減し、ショートショットやフローヘジテーションなどの部品欠陥を防止します。
-
冷却システム設計:射出成形において、均一な部品品質を実現し、サイクルタイムを最短化するには、適切な冷却が不可欠です。金型流動解析により、設計者は金型内の冷却チャネルのレイアウトを最適化し、最適な冷却速度と部品形状全体にわたる均一な温度分布を確保できます。これにより、成形品の反り、収縮、残留応力の発生を防止できます。
-
部品挙動の予測:金型流動解析は、寸法精度、収縮率、反り、残留応力など、成形品が型から取り出された後の挙動に関する知見を提供します。冷却・凝固プロセスをシミュレーションすることで、設計者は製造中または最終製品で発生する可能性のある問題を予測し、軽減することができます。
-
反復的な改善:金型流動解析は、設計者が複数の設計反復を迅速に評価し、部品の品質と製造性への影響を評価し、製造前に金型設計を最適化するための情報に基づいた意思決定を行うための反復的な設計プロセスを促進します。この反復的なアプローチは、物理的なプロトタイプや試行錯誤によるテストの必要性を最小限に抑えることで、時間とコストを節約します。
-
市場投入までの期間短縮:モールドフロー解析は、成形における潜在的な問題を事前に正確に予測し、対処することで、製品開発サイクルを合理化し、新製品の市場投入までの期間を短縮します。設計者は設計段階の早い段階で製造上の課題を積極的に特定し、解決できるため、より迅速かつコスト効率の高い生産立ち上げが可能になります。
要約すると、モールドフロー解析は金型設計の最適化に不可欠なツールであり、設計者が射出成形プロセスにおいて部品の品質向上、生産効率の向上、市場投入までの時間の短縮を実現するのに役立ちます。

プラスチック射出成形に使用される金型材料
射出成形は、幅広いプラスチック部品や製品の製造に用いられる、非常に汎用性の高い製造プロセスです。金型材料の選択は、成形プロセスの品質、耐久性、そして費用対効果に直接影響を与えるため、非常に重要です。射出成形で一般的に使用される金型材料を以下に示します。
-
鋼合金:
- 工具鋼(例:P20、H13) :工具鋼は、優れた耐摩耗性、靭性、切削性から、射出成形金型に広く使用されています。P20は汎用性の高い工具鋼で、多くの用途に適しています。一方、H13は硬度と耐熱性が高く、大量生産や研磨材の成形に適しています。
-
ステンレス鋼:
- SUS 420、SUS 316 :ステンレス鋼製の金型は耐食性に優れ、腐食性材料や高温材料の成形に適しています。SUS 420は汎用成形用途に広く使用され、SUS 316は耐食性が高く、医療用または食品グレードのプラスチックの成形に適しています。
-
アルミニウム合金:
- アルミニウム7075、アルミニウム6061 :アルミニウム金型は軽量で優れた熱伝導性を備えており、冷却速度が速く、サイクルタイムを短縮できます。アルミニウム7075は高強度合金で大量生産に適していますが、アルミニウム6061はコスト効率が高く、試作品や少量生産に適しています。
-
ベリリウム銅:
- C17200(合金25) :ベリリウム銅金型は優れた熱伝導性と高い強度を備え、熱伝達が速く、サイクルタイムを短縮します。急速冷却が必要な薄肉部品や複雑な形状の部品の成形によく使用されます。
-
プレハードン鋼:
- NAK80、718 :プリハードン鋼は優れた切削性と寸法安定性を備え、加工後の熱処理が不要です。NAK80は光学部品や電子部品の成形によく使用され、718は硬度と耐摩耗性に優れているため、研磨材の成形に適しています。
-
金型用樹脂および複合材料:
- エポキシツーリングボード、RenShape :ツーリング樹脂と複合材料は、試作品や少量生産の金型を迅速かつコスト効率よく作成するために使用されます。エポキシツーリングボードは優れた寸法安定性と表面仕上げを提供し、RenShapeは軽量で機械加工性に優れた素材で、複雑な金型の作成に適しています。
金型材料の選択は、部品の複雑さ、生産量、材料の適合性、表面仕上げの要件、予算の制約などの要因によって異なります。エンジニアと金型設計者はこれらの要因を慎重に評価し、それぞれの用途に最適な金型材料を選択し、射出成形プロセスにおける最適な性能と費用対効果を確保します。

プラスチック射出成形金型の種類
プラスチック射出成形用金型は、プラスチック部品の製造工程に不可欠なツールです。様々な種類があり、それぞれ特定の用途や製造要件に合わせて設計されています。一般的なプラスチック射出成形用金型の種類を以下に示します。
-
2プレート金型: 2プレート金型は、その名の通り、キャビティプレートとコアプレートという2つのメインプレートで構成されています。これらのプレートは、それぞれ射出成形機の固定側と可動側に取り付けられます。キャビティプレートには、成形品の外形を形成するキャビティが収容され、コアプレートには、成形品の内部形状を形成するコアが収容されます。
2プレート金型では、キャビティとコアが一列に並び、金型を閉じると完全な金型キャビティが形成されます。溶融プラスチックがこのキャビティに注入され、空間が満たされて金型の形状が形成されます。プラスチックが冷却されて固化すると、金型が開き、部品が取り出されます。
2プレート金型は設計と構造が比較的シンプルなため、コスト効率が高く、幅広い用途に適しています。ただし、複雑な形状やサイドアクション機構を必要とする部品には適さない場合があります。
-
3プレート金型: 3プレート金型は2プレート金型よりも複雑で、キャビティプレート、コアプレート、そしてランナープレートまたはストリッパープレートと呼ばれる3つのメインプレートで構成されています。ランナープレートはキャビティプレートとコアプレートの間に位置し、溶融樹脂を射出ノズルから金型キャビティへと導く流路(ランナー)を備えています。
3プレート金型では、ランナープレートはスプルー、ランナー、ゲートを成形品から分離し、取り出しを容易にする役割を果たします。金型が開くと、ランナープレートはキャビティプレートおよびコアプレートから独立して移動し、スプルーとランナーの取り外しを容易にします。
3プレート金型は、多数個取り金型や複雑なランナーシステムを持つ金型など、ゲートとランナーの設計が重要な用途でよく使用されます。ゲート位置の柔軟性が高く、ランナー材料のリサイクルを可能にすることで廃棄物の削減にも役立ちます。
-
シングルキャビティ金型:シングルキャビティ金型は、1サイクルで1つの部品を生産します。少量生産や、複数キャビティでは対応が難しい大型部品の成形に適しています。シングルキャビティ金型は、試作や小規模製造によく使用されます。
-
マルチキャビティ金型:マルチキャビティ金型は2つ以上の同一キャビティを有し、成形サイクルごとに複数の部品を同時に製造できます。大量生産において生産効率を高め、単価を削減するために使用されます。マルチキャビティ金型は、自動車、電子機器、消費財などの業界で広く採用されています。
-
ファミリーモールド:ファミリーモールドは複数のキャビティで構成され、それぞれが異なる部品を同時に製造します。これにより、アセンブリまたは部品セットを1回の成形サイクルで製造できるため、製造工程が合理化され、製造時間とコストが削減されます。ファミリーモールドは、最終製品に組み付けられる部品を製造するのに効果的です。
-
ホットランナー金型:ホットランナー金型は、加熱された流路システムを利用して溶融プラスチックを金型キャビティに直接供給することで、ランナーを不要にし、材料の無駄を削減します。サイクルタイムの短縮と材料の無駄の最小化が不可欠な大量生産に最適です。ホットランナー金型は、包装、医療機器、家電製品などの業界で広く使用されています。
-
コールドランナー金型:コールドランナー金型は、非加熱の流路(ランナー)を備え、溶融樹脂を射出装置から金型キャビティへと送り出します。サイクルごとにランナー内の余分な材料を除去する必要があるため、材料ロスが発生します。コールドランナー金型は、少量生産や、材料要件やコスト上の制約によりホットランナーが使用できない場合によく使用されます。
-
インサート金型:インサート金型は、射出成形前に金属またはプラスチック製のインサートを金型キャビティ内に組み込み、成形品内に予め成形された部品やインサートを封入する金型です。インサート金型は、機能を統合した部品を製造したり、部品の強度や機能性を向上させたりするために使用されます。インサート金型は、自動車、航空宇宙、電子機器などの業界で広く利用されています。
-
オーバーモールディング/ツーショットモールド:オーバーモールディング(ツーショットモールド)は、複数の材料や色を同一の金型に射出することで、多層構造や多層構造の部品を製造することができます。ソフトタッチグリップ、多色部品、シールやガスケットが一体化された部品の製造によく使用されます。オーバーモールディングは、民生用電子機器、医療機器、家電製品などの業界で広く利用されています。
-
試作金型:試作金型は、低コストの試作品や、試験・検証を目的とした少量の部品の製造に使用されます。多くの場合、量産金型に比べて安価な材料で作られ、設計が簡素化されている場合があります。試作金型は、消費財、産業機器、医療機器などの業界における製品開発および反復プロセスに不可欠です。
これらは、製造業で使用される主なプラスチック射出成形金型の種類の一部です。適切な金型の種類の選択は、生産量、部品の複雑さ、材料要件、コスト考慮などの要因によって異なります。
