蔡司 GOM 3D 測量技術

ATOS Capsule 3D測量技術
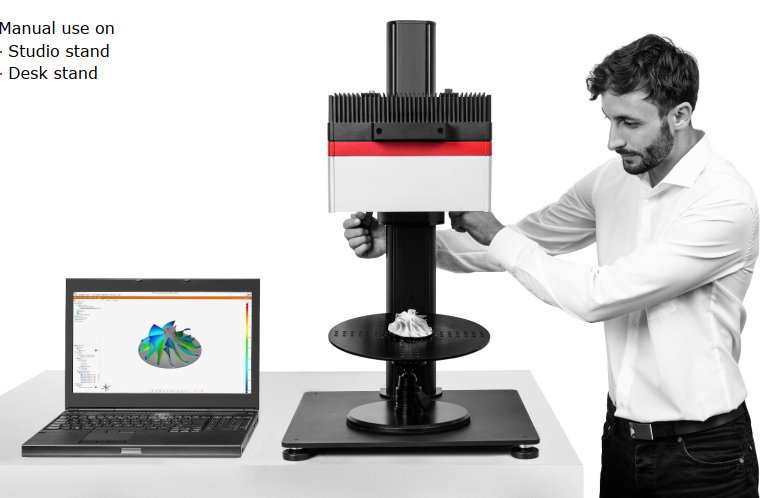
由於其獨特的殼體設計,ATOS Capsule 為自動化應用提供了穩定的製程。採用注塑成型製程製造的精密一體成型殼體,確保了其最高的剛性,並為工業應用提供了精準的測量結果。光學元件和電子元件均受到防塵防水保護。
在許多工業領域,光學三維座標測量機正在取代接觸式測量系統和量規。它們能夠以顯著縮短的測量時間,以獲取更詳細、更易於解讀的物體質量資訊。
機械測量系統以點或線的方式收集數據,而光學測量系統則傳回實際三維座標與CAD數據之間偏差的全場數據。由於此測量數據包含所有物體資訊以及與CAD模型的表面偏差,因此軟體還能自動匯出諸如幾何尺寸和公差(GD&T)、修剪或孔位置等詳細資訊。
全球超過14,000套GOM測量系統確保了汽車、鈑金、鑄造和注塑產品以及渦輪葉片和輪轂的尺寸品質。在大多數情況下,詳細的分析結果並非用於簡單的「合格」/「不合格」評估,而是作為增值測量流程的一部分,為優化生產和機器參數奠定基礎。
- 最高精度(0.003毫米)
- 最小特徵
- 封裝光學元件
- 受保護的電子設備
- 防塵/防濺
- 小零件自動化
認證檢驗軟體
為確保測量精度,GOM軟體套件已通過德國聯邦物理技術研究院(PTB)和美國國家標準與技術研究院(NIST)的測試和認證。透過將測量結果與參考結果進行比較,驗證了檢測軟體的準確性。 GOM軟體被評為1級,即測量偏差最小的等級。
實際值與標稱值比較-計算出的多邊形網格描述了自由曲面和標準幾何體。借助曲面比較功能,可以將這些曲面與圖面進行比較,或直接與CAD資料集進行比較。軟體支援對曲面進行三維分析,以及對截面或點進行二維分析。此外,它還支援基於CAD生成標準幾何體,例如直線、平面、圓或圓柱體。
對準 – GOM 3D 軟體包含所有標準對準功能。這些功能包括 RPS 對準、基於幾何元素的層級對準、使用參考點的局部座標係對準,以及各種最佳擬合方法,例如全域最佳擬合和局部最佳擬合。客戶還可以使用自訂的對準方法,例如用於渦輪葉片的平衡梁對準或等距嵌套對準。
表面缺陷圖-此功能可偵測並視覺化微小缺陷,例如凹痕或縮痕。為了可視化和量化局部凸起和凹陷,表面缺陷圖直接處理網格。透過比較標稱表面和實際表面,此新功能可以補償全域曲率。
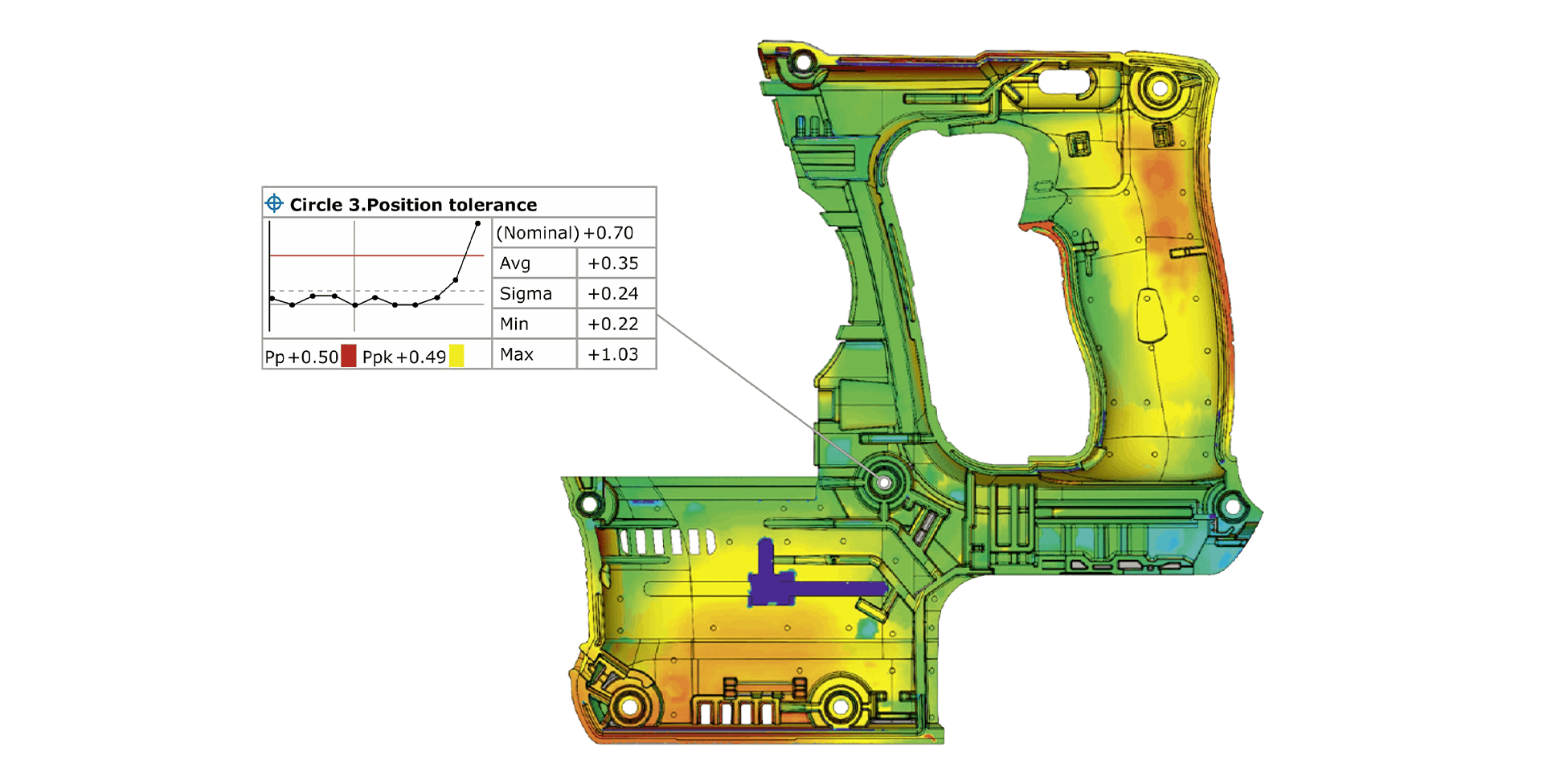
趨勢分析、統計製程控制和變形分析-GOM軟體基於參數的方法能夠對多個評估項目進行趨勢分析,例如統計製程控制(SPC)或變形分析。因此,可以對單一項目中的多個部件或階段進行全場評估,並確定諸如Cp、Cpk、Pp、Ppk、最小值、最大值、平均值和標準差等統計分析值。
GD&T 分析-與純粹的尺寸分析不同,GD&T 分析著重於零件的功能面。對應的 GD&T 要素包括平面度、平行度和圓柱度等。它既可以對兩點距離進行標準化分析,也可以對最大材料需求以及局部基準和座標系中的位置公差進行分析。
翼型檢測-提供渦輪葉片品質控制的專用功能,例如,可基於二維截面檢測渦輪葉片的翼型平均線、翼型弦線或翼型厚度。此外,還可以計算翼型質心、翼型半徑和翼型扭轉角。
報告功能-報告模組使用戶能夠建立包含快照、圖像、表格、圖表、文字和圖形的報告。使用者可以在使用者介面中查看和編輯報告結果,並將其匯出為 PDF 文件。範本可重複使用,報告中儲存的每個場景都可以在 3D 視窗中恢復。
光學三維座標測量技術在塑膠射出成型的應用案例研究
案例背景: 一家汽車零件製造商在生產射出成型零件時,遇到了品質控制和尺寸精度方面的難題。這些零件是車輛各種系統中的關鍵部件,即使是微小的尺寸偏差也可能導致組裝問題和性能故障。
問題陳述:製造商在使用遊標卡尺、千分尺或三坐標測量機(CMM)等傳統測量方法精確測量注塑成型零件的複雜幾何形狀、精細特徵和嚴格公差時遇到了困難。此外,人工檢測所需的時間和人力也是生產過程中的重大瓶頸。
解決方案:為應對這些挑戰,製造商採用了光學三維座標測量技術,特別是結構光或雷射掃描系統,用於注塑成型零件的尺寸檢測。他們投資了一套高精度光學測量系統,該系統配備了先進的軟體,可實現數據的自動採集、分析和報告。
執行:
-
系統設置:光學三維座標測量系統安裝在註塑車間旁的品質控制部門。該系統由高解析度相機、結構光或雷射投影機以及用於精確定位的運動控制系統組成。
-
校準:測量系統經過嚴格的校準程序,以確保測量結果的準確性和可重複性。校準過程包括將相機、投影機和運動控制軸與已知精度的參考座標系進行對準。
-
零件檢測:將射出成型的塑膠零件放置在測量台或夾具上,啟動光學掃描程序。結構光或雷射投影照射零件表面,在幾秒鐘內採集數千個數據點。
-
數據處理:利用專用軟體處理採集到的點雲數據,重建零件的三維幾何形狀。採用先進的演算法對資料進行對齊、合併和分析,從而實現尺寸測量、特徵提取和表面分析。
-
尺寸分析:軟體將塑膠零件的測量尺寸與CAD(電腦輔助設計)模型或標稱規格進行比較,執行尺寸分析。軟體能夠識別與目標尺寸的偏差,並自動產生詳細報告。
-
品質保證:光學三維座標測量系統能夠檢測射出成型零件中的缺陷、差異和偏差,從而實現全面的品質保證。任何不合格的零件都會被標記出來,以便進行進一步調查或返工。
結果:透過對注塑零件應用光學三維座標測量技術,製造商獲得了以下幾項益處:
- 提高了注塑件的尺寸精度和一致性。
- 透過自動化測量和分析,減少檢測時間和人力成本。
- 品質控制能力增強,從而減少了次品和返工。
- 透過簡化檢驗流程,提高生產效率和產量。
總體而言,採用光學 3D 座標測量技術顯著提高了製造商確保注塑成型零件的品質和尺寸完整性的能力,從而提高了客戶滿意度和汽車行業的競爭力。