模具/工具/冲模解决方案
什么是塑料注塑模具制造工艺?
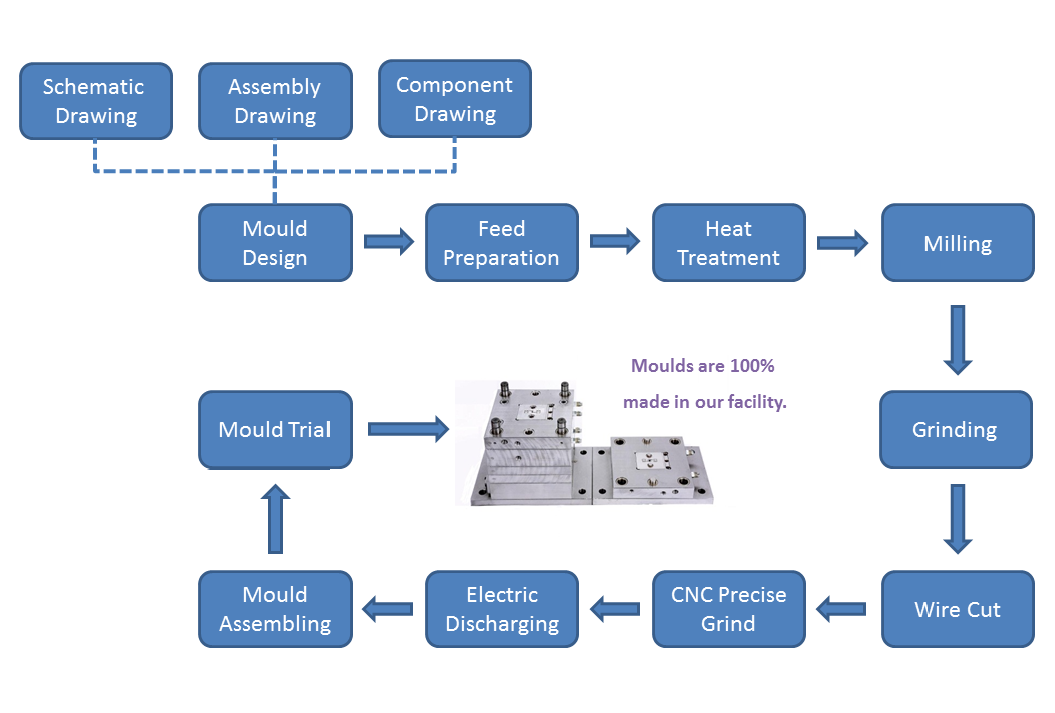
塑料注塑模具制造工艺
1️⃣ 需求分析与产品设计
-
需求确认
-
与客户讨论产品功能、外观、预计产量、材料选择、公差要求、表面光洁度和预算。
-
-
3D产品设计
-
使用 CAD 软件(CATIA、UG、SolidWorks)创建 3D 模型。
-
考虑拔模角度、壁厚、缩痕、变形和加强筋。
-
-
面向制造的设计(DFM)
-
分析潜在的制造问题:拔模角度、壁厚均匀性、脱模方法、浇口位置和分型线设计。
-
2️⃣ 模流分析
-
使用Autodesk Moldflow等软件进行模拟:
-
闸门位置和跑者平衡
-
热流道与冷流道设计
-
潜在的收缩、翘曲和气泡
-
-
早期分析可以减少试验时间和生产成本。
3️⃣ 模具设计阶段
-
2D/3D模具结构设计
-
选择分型线
-
确定弹壳弹出系统(顶针、顶板、气动顶杆)
-
设计冷却系统(如有需要,可考虑采用脉冲冷却等先进系统)
-
选择模架和钢材(例如,P20、NAK80、H13)
-
-
物料清单和工艺审查
-
准备物料清单和加工流程
-
在制造前进行正式的设计评审
-
4️⃣ 模具制造
-
粗加工
-
切割钢块 → 粗铣 → 热处理(淬火和回火)。
-
-
精密数控加工
-
采用高精度数控铣削、电火花加工和线切割。
-
-
电极制造与电火花加工
-
制造铜/石墨电极 → 对型腔和型芯进行电火花加工精整。
-
-
抛光和纹理处理
-
手工或机器抛光至镜面效果或指定粗糙度;必要时进行化学蚀刻或激光纹理化处理。
-
-
组装与装配
-
组装顶出系统、导向销/衬套和冷却回路。
-
5️⃣ 模具试验和调整(T1 → Tn)
-
第一次试验(T1)
-
在注塑机上进行第一次试注塑,检查是否存在短注塑、飞边、缩痕或翘曲等情况。
-
-
问题更正
-
根据需要修改闸门/滑轨、改善通风或抛光表面。
-
-
多次试验
-
重复测试和调整(T2、T3 等),直到产品满足尺寸、外观和稳定性要求。
-
6️⃣ 最终审批和文件
-
尺寸检测
-
使用三坐标测量机、光学投影仪和卡尺来验证关键尺寸和收缩率。
-
-
最终审判(T-final)
-
进行长时间生产运行,以验证其耐用性和一致性。
-
-
文件交付
-
提供试验报告、材料证书、热处理记录、冷却布局图和备件清单。
-
-
发货或生产转移
-
清洁模具,涂上防锈剂,包装模具,然后运送或转移到生产部门。
-
7️⃣ 大规模生产与维护
-
生产启动:安装模具,建立注塑参数,开始生产。
-
定期维护:清洁冷却通道,润滑导向销/衬套,并检查顶出系统磨损情况。
-
备件管理:为高磨损区域准备备用嵌件或组件,以最大限度地减少停机时间。
✅摘要
塑料注塑模具制造工艺是一个综合性的工作流程:
-
前期进行可制造性设计 (DFM) 和模流分析可以避免代价高昂的返工。
-
精密加工和反复试验确保最终产品符合质量标准。
-
完善的文档记录和持续的维护保养能够保证模具的使用寿命长和批量生产的稳定性。
更多常见问题解答
1. 塑料注塑模具制造的主要步骤是什么?
该流程包括需求分析、产品设计和 DFM 评审、模流分析、详细模具设计、精密加工和制造、多次模具试验和调整、最终检验和文档编制,以及批量生产的持续维护。
2. 制造一个注塑模具需要多长时间?
交货周期因模具的复杂程度和尺寸而异。简单的模具可能需要4-6 周,而多腔或精密模具可能需要10-16 周,包括设计、加工和试模阶段。
3. 模座和型腔通常使用哪些材料?
常用材料包括P20工具钢、 NAK80 、 H13硬化钢和耐腐蚀不锈钢。具体选择取决于产量、零件材料和表面光洁度要求。
4. 模流分析如何提高注塑成型质量?
模流分析模拟模具内的塑料流动,帮助工程师在制造之前识别潜在的缺陷,例如短射、翘曲或缩痕,从而节省成本并减少试模次数。
5. 明利精密能否承接大批量生产模具?
是的。明利精密在为汽车、医疗和电子OEM厂商提供多腔、大批量模具方面拥有丰富的经验。我们提供包括DFM(面向制造的设计)、加工、测试和生产支持在内的端到端解决方案。