气体辅助注塑成型技术
内部气体压力技术
名力公司气体辅助注塑成型工艺的应用

名力内压注塑成型工艺是将氮气注入部分或全部充满熔体的模腔中。加压气体在熔体中心形成气泡,抵消外部的收缩,从而消除缩痕。通过减少塑料用量并扩大中心模腔,可以生产出具有特定轻量化特性、生产周期短且表面质量良好的零件。该工艺为注塑零件设计师提供了一次性生产表面光滑的复杂零件的良好机会。
气模成型应用优势:
- 质量改进
- 减肥
- 节省塑料材料
- 降低零部件单位成本
- 防止缩痕
- 减少/防止翘曲
- 设计自由
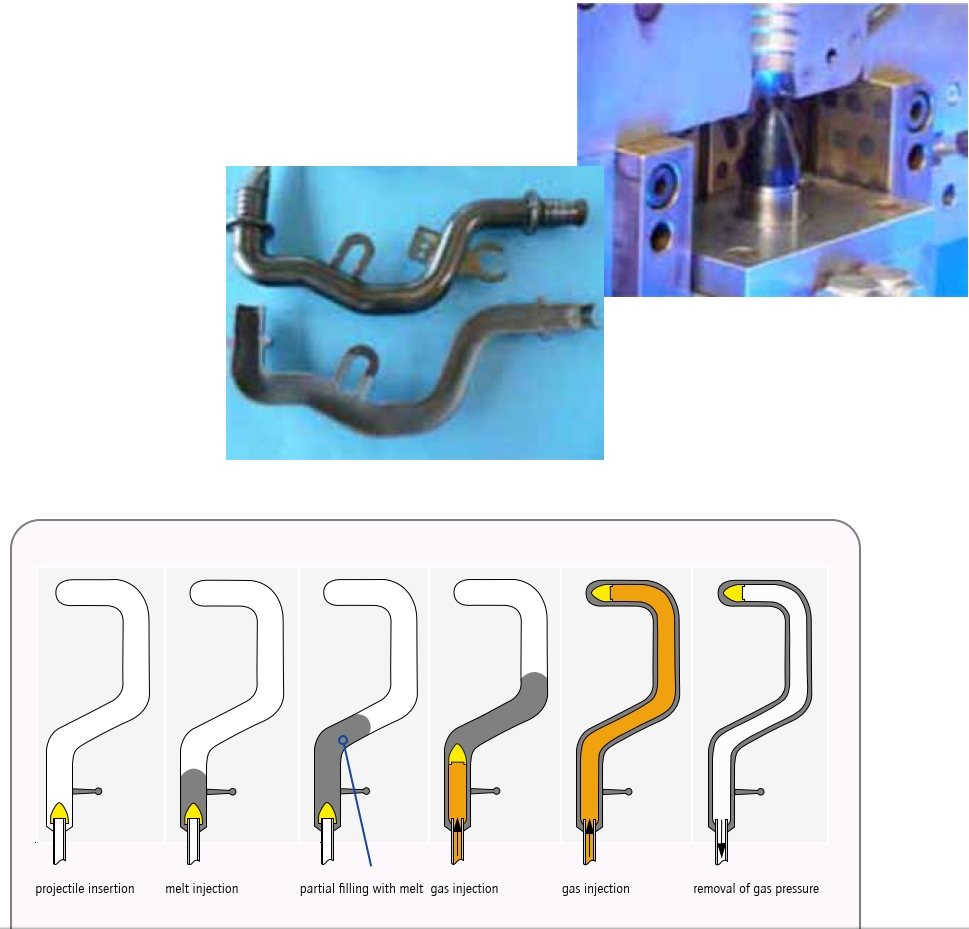
弹丸注入过程
利用这种流体注入技术,位移体(projec-
瓦片)在气体压力的作用下穿过先前注入的
熔化。弹丸会排开塑料熔体,从而形成空腔。
具有均匀的直径。此工艺尤其推荐用于……
适用于管道和介质导管。把手和其他部件
具有较大且直径均匀的空腔的也可以是
采用弹丸注入技术生产。
详细了解工艺变体。
» 部分填充过程
部分填充是标准流程。
空腔部分被熔体填充[1]。
接下来,注入气体。气体形成气泡。
在较热的核心区域内部,存在一个较低的
粘度并使这部分发生位移
熔化直至空腔完全填满
[2].气体压力保持为
保持压力以补偿收缩
tion [3] 并在发霉前最终去除
开口[4]。气体通过该开口注入
机器的气模喷嘴用于
封住浇口。
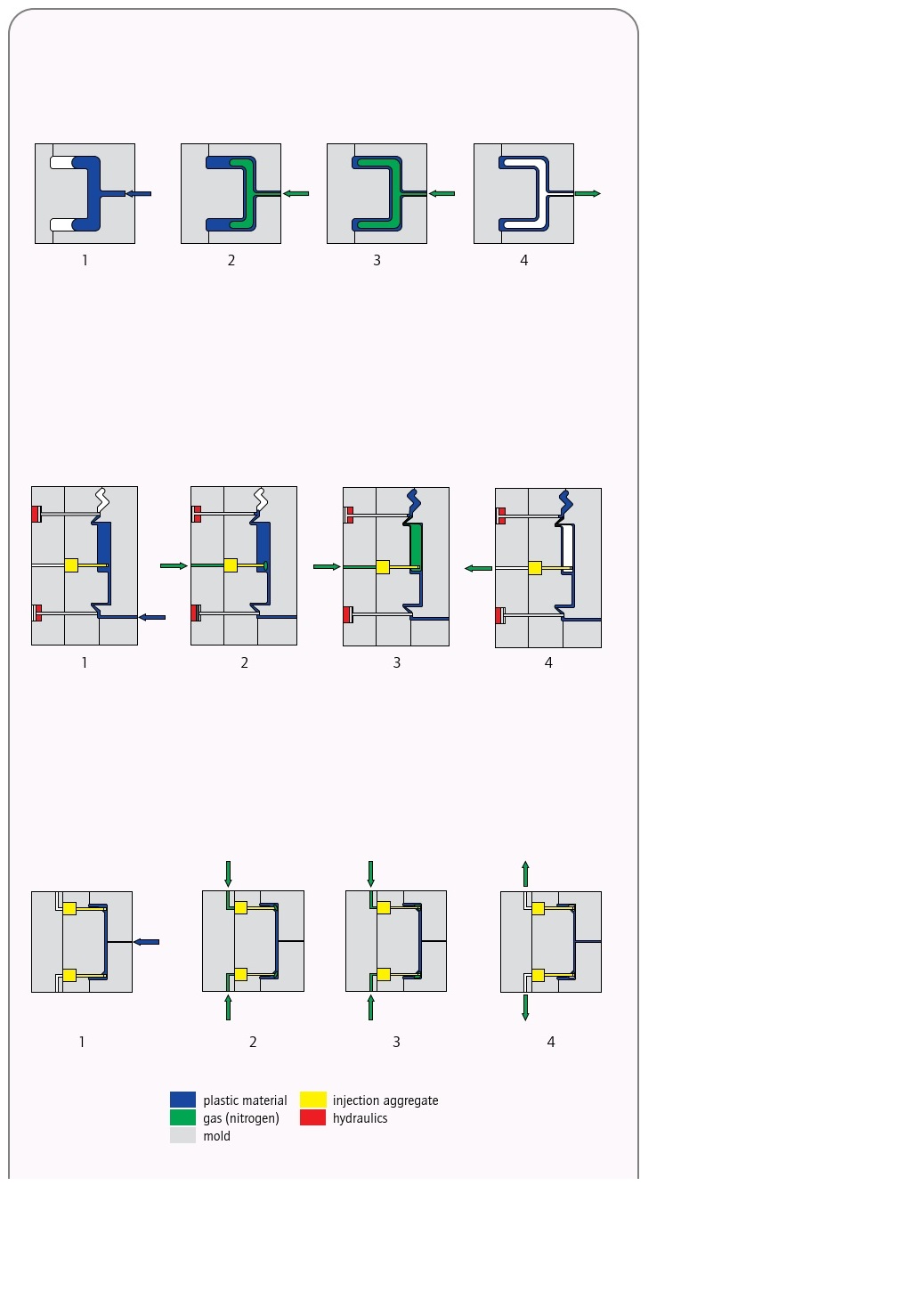
» 溢出腔工艺
作为工艺步骤1,腔体被填充-
完全充满熔体[1]。如有必要,
对熔体施加保压。
那么溢出腔(溢流腔)就是
打开并注入氮气[2]。气体
将熔体从核心区域移开
将塑料材料倒入溢流口。随后-
很快,气体压力得以维持。
在整个过程中保持压力
冷却期[3],从而抵消
收缩。气体压力被移除。
在打开模具之前[4]。
» 缩水补偿流程
首先,将空腔完全填充
熔化[1]。然后注入氮气[2]。
并提供保持压力
抵消收缩[3]。气体形成
模制部件内部的通道,其中
气体压力在整个过程中保持稳定
冷却期,从而起到抵消作用
收缩率。取决于模制
其中,气体通过以下方式注入:
模具或气模内部的聚集物
机器的喷嘴。气体压力是
在模具打开之前移除[4]。
气体辅助注塑成型是传统注塑成型的一种变体,它利用惰性气体(通常是氮气)辅助成型过程。在气体辅助注塑成型中,熔融塑料树脂注入模腔后,气体被注入其中。这种气体在零件内部形成空心结构或通道,从而减少材料用量、缩短成型周期并减轻零件重量,同时改善表面光洁度和尺寸稳定性。
以下是气体辅助注塑成型工艺的工作原理:
-
初始注射:该工艺首先通过主注射单元将熔融塑料树脂注入模腔。这次初始注射会部分填充模具,为后续注入气体预留空间。
-
气体注入:在初始注射之后,气体注入装置会将一定量的惰性气体(通常为氮气)注入型腔。气体通过模具内预先布置的通道或喷嘴流动,置换熔融塑料,并在零件内部形成空心部分或通道。
-
压力维持:气体注入后,型腔内的气压会维持一段时间,通常直至零件冷却凝固到足以保持其形状。这种压力有助于支撑零件壁,防止塑料冷却过程中发生塌陷或变形。
-
冷却和凝固:随着零件冷却,气体压力释放,塑料在气道周围凝固。模具内的冷却通道可以加速冷却过程。零件完全凝固后,即可从模腔中取出。
气体辅助注塑成型技术的优点包括:
-
减少材料用量:气体辅助注塑成型可以在零件内部形成空心部分或通道,从而减少整体材料用量,同时保持结构完整性和强度。
-
缩短周期时间:通过在零件内部形成空心部分,气体辅助注塑成型可以减少冷却时间和周期时间,与实心零件相比,从而提高生产效率和产量。
-
零件减重:在零件设计中加入空心部分或通道可以显著减轻重量,使气体辅助注塑成型适用于需要减轻重量的应用,例如汽车和航空航天部件。
-
改善表面光洁度:气体辅助注塑成型可以减少实心注塑件常见的缩痕、翘曲和表面缺陷,从而改善零件的表面光洁度。
-
增强设计灵活性:气体辅助注塑成型提供了更大的设计灵活性,可以制造出复杂的几何形状、倒扣和集成特征,而这些对于传统的成型技术来说可能难以实现或根本无法实现。
-
降低模具成本:与其他成型工艺相比,气体辅助注塑成型由于材料需求减少和锁模力降低,可以使用更小、更简单的模具,从而降低模具成本。
总体而言,气体辅助注塑成型技术为制造商提供了诸多优势,使其能够生产轻质、高质量、几何形状复杂、表面光洁度更高的塑料零件,同时减少材料用量和生产周期。