Gaz Destekli Enjeksiyon Kalıplama Teknolojisi
Dahili gaz basıncı teknolojisi
Ming-Li'de gaz destekli enjeksiyon kalıplama prosesinin uygulaması

Ming-Li iç gaz basınçlı enjeksiyon kalıplama, eriyikle kısmen veya tamamen doldurulmuş kalıp boşluğuna azotun enjekte edildiği bir işlemdir. Basınçlı gaz, eriyiğin merkezinde bir kabarcık oluşturarak dıştaki büzülmeyi engeller ve böylece çökme izlerini ortadan kaldırır. Plastik miktarını azaltarak ve merkezi boşluğu genişleterek, kısa çevrim süreleriyle ve aynı zamanda iyi yüzey kalitesiyle belirli hafif bileşenler üretmek mümkün olur. Bu işlem, kalıplanmış parça tasarımcılarına tek parça halinde pürüzsüz yüzeylere sahip karmaşık parçalar üretme konusunda önemli fırsatlar sunmaktadır.
Airmould uygulamasının avantajları:
- Kalite iyileştirme
- Kilo verme
- Plastik malzeme tasarrufu
- Bileşen birim maliyetlerinin azaltılması
- Çökme izlerinin önlenmesi
- Çarpılmanın azaltılması / önlenmesi
- Tasarım özgürlüğü
Mermi enjeksiyon süreci
Bu sıvı enjeksiyon teknolojisi ile bir yer değiştirme gövdesi (proje-
(Karo) daha önce enjekte edilen gaz basıncı altında içinden geçirilir.
Erime. Mermi, plastik eriyiği yerinden oynatarak bir boşluk oluşturur.
Tekdüze çapa sahip. Bu işlem özellikle tavsiye edilir.
Borular ve medya kanalları için onarılmıştır. Saplar ve diğer parçalar.
Çapı homojen, geniş boşluklara sahip olanlar da olabilir.
Mermi enjeksiyon teknolojisiyle üretilmiştir.
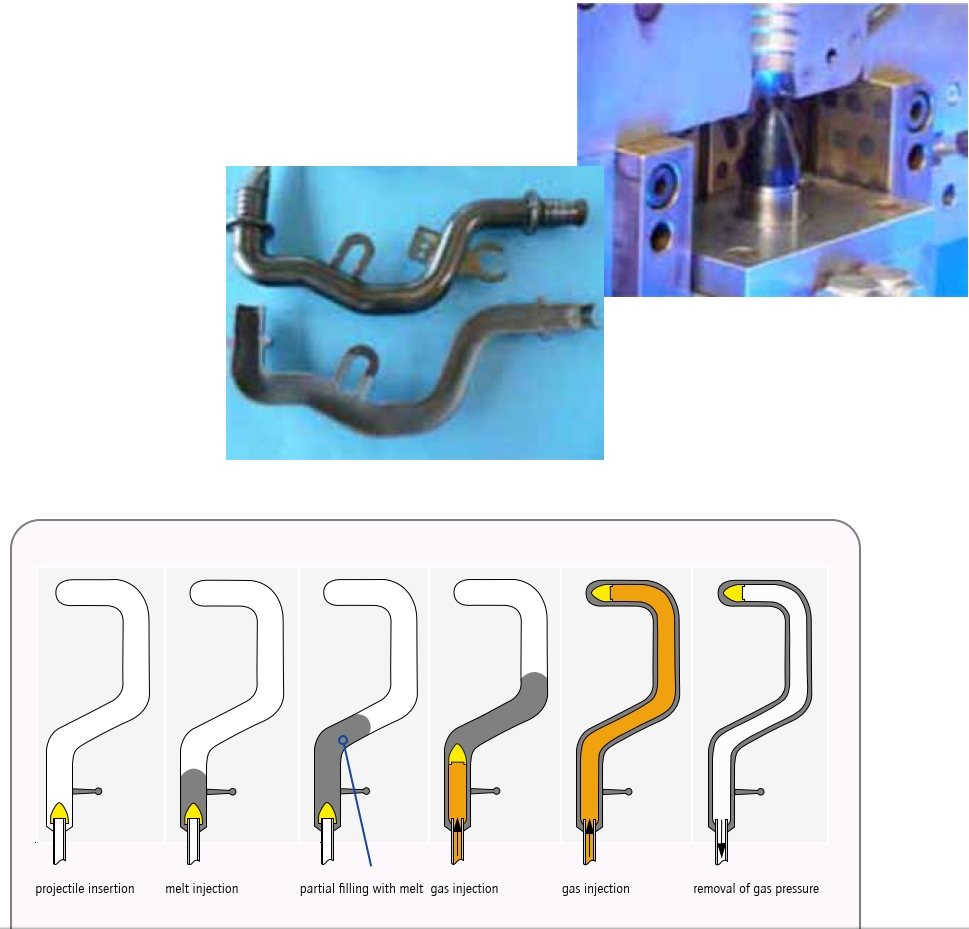
İşlem varyantları detaylı olarak
» Kısmi dolum işlemi
Kısmi dolgu standart işlemdir.
Boşluk kısmen eriyikle doldurulmuştur [1].
Ardından gaz enjekte edilir. Bu, bir gaz kabarcığı oluşturur.
Daha sıcak çekirdek bölgesinin içinde daha düşük bir miktar ile
viskoziteyi değiştirir ve bu kısmın yerini değiştirir.
Boşluk tamamen dolana kadar eritin.
[2]. Gaz basıncı şu şekilde korunur:
büzülme telafisi için tutma basıncı
[3] ve son olarak küflenmeden önce çıkarıldı
[4] numaralı açıklık üzerinden gaz enjeksiyonu.
Makinenin hava kalıplama nozulu şu amaçla kullanılır:
Döküm ağzını kapatın.
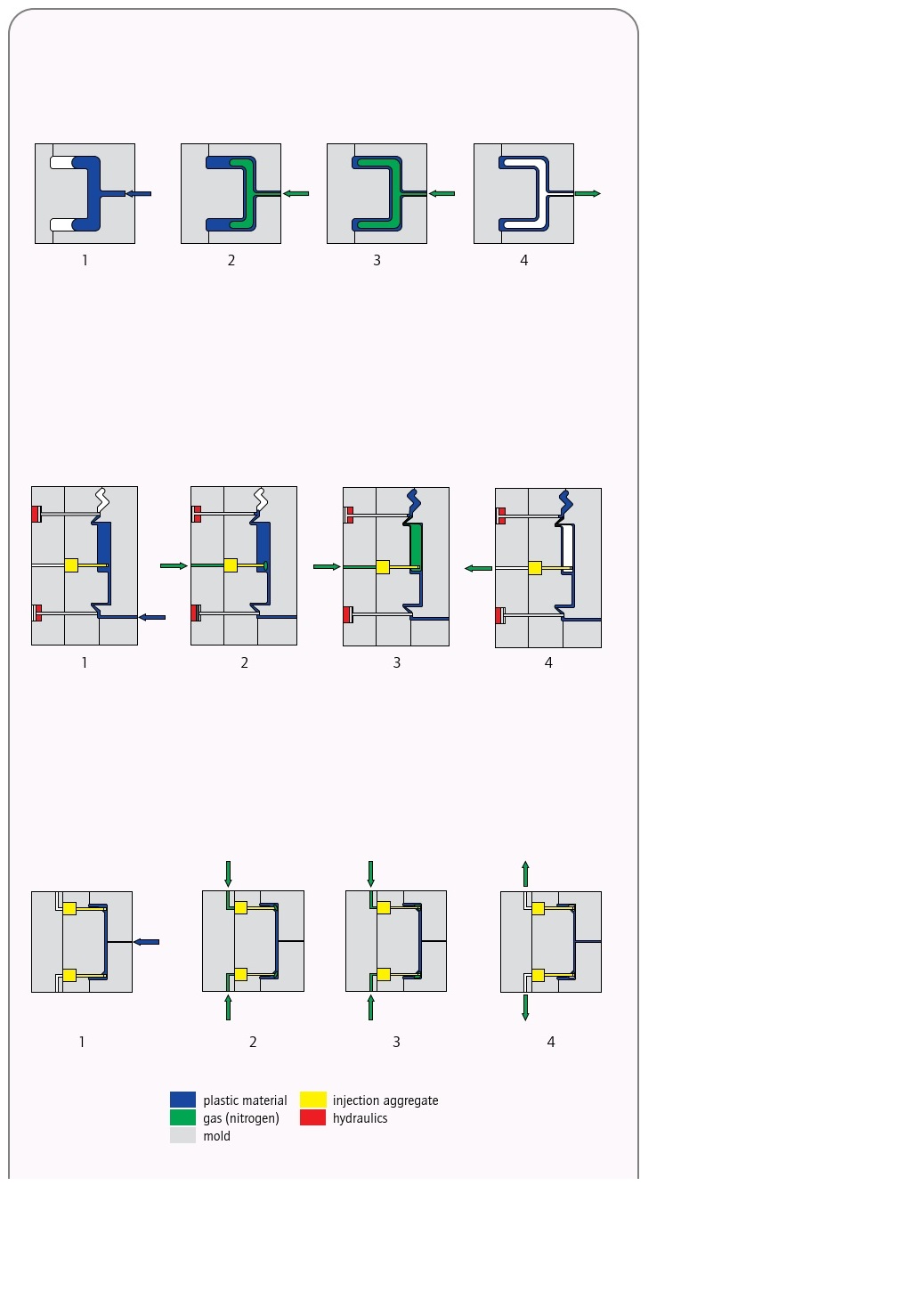
» Taşma boşluğu süreci
1 numaralı işlem adımı olarak, boşluk şu şekilde oluşturulur:
tamamen eriyikle doldurulmuş [1]. Gerekirse,
Erimeye tutma basıncı uygulanır.
O halde taşma boşluğu (taşma) şöyledir:
açıldı ve nitrojen enjekte edildi [2]. Gaz
eriyiği çekirdek bölgesinden uzaklaştırır.
Plastik malzeme taşma borusuna akıyor. Sonraki aşama-
Sıklıkla gaz basıncı korunur.
tüm boyunca basınç tutma olarak
soğutma dönemi [3] ve böylece karşı koyar
büzülme. Gaz basıncı kaldırılır.
Kalıbı açmadan önce [4].
» Kayıp telafisi süreci
Öncelikle, boşluk tamamen doldurulur.
eriyik [1]. Daha sonra azot enjekte edilir [2]
ve tutma basıncını sağlar
büzülmeyi önlemek [3]. Gaz oluşur
Kalıplanmış parçanın içindeki kanallar,
Gaz basıncı boyunca korunur.
soğuma süresini ve dolayısıyla etkisini azaltır.
büzülme. Kalıba bağlı olarak
Gazın bir kısmı ya ag- yoluyla enjekte edilir.
Kalıbın içindeki veya hava kalıbındaki agregalar
Makinenin nozulu. Gaz basıncı
Kalıp açılmadan önce çıkarıldı [4].
Gaz destekli enjeksiyon kalıplama, kalıplama işlemine yardımcı olmak için genellikle azot olmak üzere inert bir gaz kullanan geleneksel enjeksiyon kalıplamanın bir varyasyonudur. Gaz destekli enjeksiyon kalıplamada, erimiş plastik reçinenin ilk enjeksiyonundan sonra gaz kalıp boşluğuna enjekte edilir. Bu gaz, parçanın içinde içi boş bölümler veya kanallar oluşturarak malzeme kullanımını, çevrim sürelerini ve parça ağırlığını azaltırken yüzey kalitesini ve boyutsal kararlılığı iyileştirir.
Gaz destekli enjeksiyon kalıplama işlemi şu şekilde çalışır:
-
İlk Enjeksiyon: İşlem, erimiş plastik reçinenin birincil enjeksiyon ünitesi aracılığıyla kalıp boşluğuna enjekte edilmesiyle başlar. Bu ilk enjeksiyon, kalıbı kısmen doldurarak daha sonra gazın verilmesi için yer bırakır.
-
Gaz Enjeksiyonu: İlk enjeksiyondan sonra, bir gaz enjeksiyon ünitesi, kalıp boşluğuna kontrollü bir hacimde inert gaz, genellikle azot, verir. Gaz, kalıp içindeki stratejik olarak yerleştirilmiş kanallar veya nozullar aracılığıyla akar, erimiş plastiği yerinden oynatır ve parçanın içinde içi boş bölümler veya kanallar oluşturur.
-
Basınç Koruma: Gaz enjekte edildikten sonra, gaz basıncı belirli bir süre boyunca, genellikle parça soğuyup şeklini koruyacak kadar katılaşana kadar, kalıp boşluğu içinde korunur. Bu basınç, parçanın duvarlarını destekleyerek, plastik soğudukça çökmesini veya deformasyonunu önlemeye yardımcı olur.
-
Soğuma ve Katılaşma: Parça soğudukça gaz basıncı azalır ve plastik gaz kanallarının etrafında katılaşır. Soğuma işlemi, kalıp içindeki soğutma kanallarının kullanımıyla hızlandırılabilir. Parça tamamen katılaştıktan sonra kalıp boşluğundan çıkarılır.
Gaz destekli enjeksiyon kalıplama teknolojisinin faydaları şunlardır:
-
Azaltılmış Malzeme Kullanımı: Gaz destekli enjeksiyon kalıplama, parçanın içinde içi boş bölümler veya kanallar oluşturulmasına olanak tanıyarak, yapısal bütünlüğü ve mukavemeti korurken genel malzeme kullanımını azaltır.
-
Üretim Süresinin Kısaltılması: Gaz destekli enjeksiyon kalıplama, parçanın içinde içi boş bölümler oluşturarak, katı parçalara kıyasla soğutma sürelerini ve üretim sürelerini kısaltabilir; bu da üretim verimliliğini ve verimini artırır.
-
Parça Ağırlığının Azaltılması: Parça tasarımına içi boş bölümlerin veya kanalların dahil edilmesi, önemli ölçüde ağırlık azaltımı sağlar ve bu da gaz destekli enjeksiyon kalıplama yöntemini, otomotiv ve havacılık bileşenleri gibi ağırlık tasarrufunun arzu edildiği uygulamalar için uygun hale getirir.
-
Geliştirilmiş Yüzey Kalitesi: Gaz destekli enjeksiyon kalıplama, katı enjeksiyon kalıplama yöntemiyle üretilen parçalarda yaygın olarak görülen batma izlerini, çarpılmaları ve yüzey kusurlarını azaltarak parçaların yüzey kalitesini iyileştirebilir.
-
Gelişmiş Tasarım Esnekliği: Gaz destekli enjeksiyon kalıplama, daha fazla tasarım esnekliği sunarak, geleneksel kalıplama teknikleriyle elde edilmesi zor veya imkansız olabilecek karmaşık geometrilerin, girintilerin ve entegre özelliklerin oluşturulmasına olanak tanır.
-
Daha Düşük Kalıp Maliyetleri: Gaz destekli enjeksiyon kalıplama, daha az malzeme gereksinimi ve daha düşük sıkıştırma kuvvetleri sayesinde daha küçük ve daha az karmaşık kalıpların kullanılmasını sağlayarak diğer kalıplama işlemlerine kıyasla kalıp maliyetlerini düşürebilir.
Genel olarak, gaz destekli enjeksiyon kalıplama teknolojisi, malzeme kullanımını ve işlem sürelerini azaltırken, karmaşık geometrilere ve geliştirilmiş yüzey kalitesine sahip hafif, yüksek kaliteli plastik parçalar üretmek isteyen üreticiler için çok sayıda avantaj sunmaktadır.