Tecnología de medición 3D Zeiss gom

Tecnología de medición 3D de ATOS Capsule
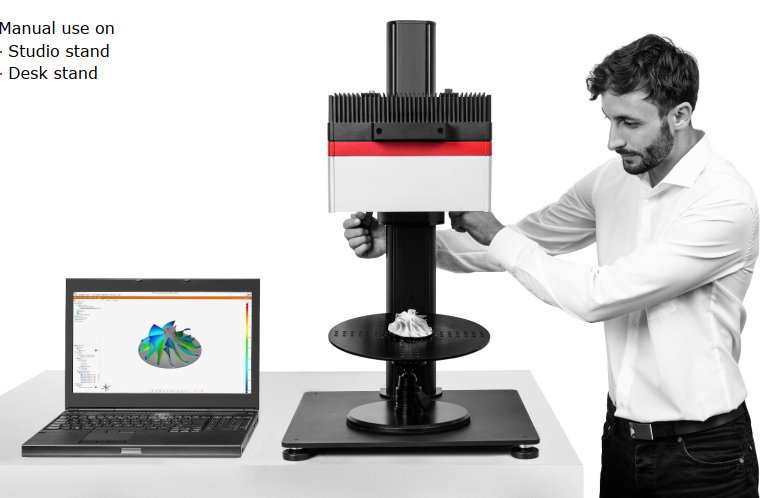
Gracias al diseño de su carcasa, la cápsula ATOS proporciona estabilidad de proceso para aplicaciones automatizadas. Fabricada mediante moldeo por inyección de plástico, la carcasa unibody de fabricación precisa garantiza la máxima rigidez y resultados de medición precisos para uso industrial. Los componentes ópticos y electrónicos están protegidos contra el polvo y las salpicaduras de agua.
Las máquinas ópticas de medición de coordenadas 3D están sustituyendo a los sistemas de medición táctiles y a los medidores en muchos sectores industriales. Capturan información de calidad de un objeto más detallada y fácilmente interpretable, con tiempos de medición significativamente más cortos.
Mientras que los sistemas de medición mecánicos capturan datos puntuales o lineales, los sistemas de medición ópticos proporcionan datos de campo completo sobre las desviaciones entre las coordenadas 3D reales y los datos CAD. Dado que estos datos de medición contienen toda la información del objeto, además de las desviaciones de la superficie del CAD, el software también obtiene automáticamente información detallada, como GD&T, recorte o posiciones de orificios.
Más de 14.000 sistemas de medición GOM en todo el mundo garantizan la calidad dimensional de productos automotrices, de chapa metálica, de fundición y moldeados por inyección, así como de álabes y ruedas de turbinas. En la mayoría de los casos, los análisis detallados no se utilizan para una simple evaluación de "correcto" o "incorrecto", sino que constituyen la base para la optimización de la producción y los parámetros de la máquina como parte de un procedimiento de medición de valor añadido.
- Máxima precisión (0,003 mm)
- Características más pequeñas
- Óptica encapsulada
- Electrónica protegida
- A prueba de polvo y salpicaduras
- Automatización para piezas pequeñas
Software de inspección certificado
Para garantizar una precisión de medición precisa, los paquetes de software GOM han sido probados y certificados por los institutos PTB y NIST. La precisión del software de inspección se confirma mediante la comparación de los resultados obtenidos con los de referencia. El software GOM se ha clasificado en la Categoría 1, la categoría con las menores desviaciones de medición.
Comparación real-nominal: La malla poligonal calculada describe superficies de forma libre y geometrías estándar. Estas pueden compararse con el dibujo o directamente con los datos CAD mediante una comparación de superficies. El software permite realizar análisis 3D de superficies, así como análisis 2D de secciones o puntos. También es posible la generación CAD de geometrías estándar como líneas, planos, círculos o cilindros.
Alineación: El software GOM 3D incluye todas las funciones de alineación estándar. Estas incluyen alineación RPS, alineación jerárquica basada en elementos geométricos, alineación en un sistema de coordenadas local mediante puntos de referencia, así como diversos métodos de ajuste óptimo, como el ajuste óptimo global y el ajuste óptimo local. Los clientes también pueden utilizar sus propias alineaciones específicas, por ejemplo, para álabes de turbinas, como la de viga equilibrada o anidada ecualizada.
Mapa de defectos superficiales: Esta función detecta pequeños defectos y visualiza, por ejemplo, abolladuras o hundimientos. Para visualizar y cuantificar protuberancias y depresiones locales, el mapa de defectos superficiales trabaja directamente sobre las mallas. Al comparar la inspección superficial nominal y real, esta nueva función permite compensar las curvaturas globales.
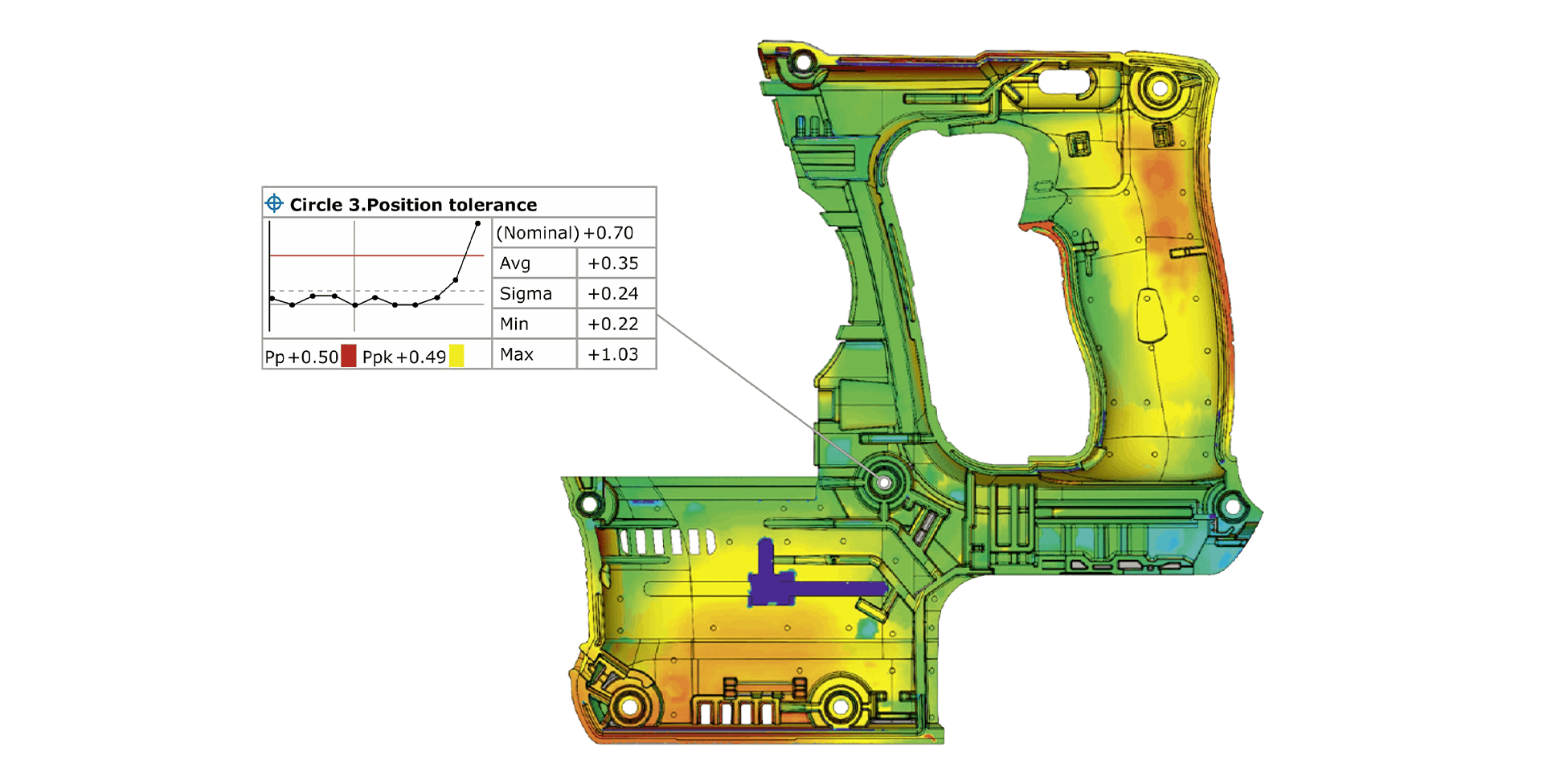
Análisis de tendencias, SPC y deformación: El enfoque basado en parámetros del software GOM permite el análisis de tendencias para múltiples evaluaciones, por ejemplo, para el control estadístico de procesos (SPC) o el análisis de deformación. Como resultado, se pueden evaluar varias partes o etapas de un mismo proyecto en campo completo y determinar valores de análisis estadístico como Cp, Cpk, Pp, Ppk, Mín, Máx, Promedio y Sigma.
Análisis GD&T: A diferencia del análisis dimensional puro, el análisis GD&T se centra en el aspecto funcional de la pieza. Los elementos GD&T correspondientes son, por ejemplo, la planaridad, el paralelismo o la cilindricidad. Es posible realizar un análisis estandarizado de las distancias entre dos puntos y del requisito máximo de material, así como de la tolerancia de posición en los sistemas de referencia y coordenadas locales.
Inspección de perfiles aerodinámicos: Existen funciones especiales para el control de calidad de los álabes de turbina, que permiten, por ejemplo, inspeccionar la línea media, la cuerda o el espesor del perfil de los álabes a partir de secciones 2D. También se pueden calcular el centroide, el radio y las torsiones del perfil.
Informes: El módulo de informes permite crear informes con instantáneas, imágenes, tablas, diagramas, textos y gráficos. Los resultados se pueden visualizar y editar en la interfaz de usuario, así como exportar como archivo PDF. Las plantillas son reutilizables y cada escena guardada en un informe se puede restaurar en la ventana 3D.
Estudio de caso de aplicación de la tecnología de medición óptica de coordenadas 3D a piezas de inyección de plástico
Antecedentes del caso: Un fabricante especializado en componentes automotrices experimentaba dificultades con el control de calidad y la precisión dimensional de sus piezas moldeadas por inyección de plástico. Estas piezas eran componentes críticos utilizados en diversos sistemas de vehículos, e incluso pequeñas variaciones dimensionales podían ocasionar problemas de ensamblaje y rendimiento.
Planteamiento del problema: El fabricante tenía dificultades para medir con precisión geometrías complejas, características intrincadas y tolerancias ajustadas de las piezas de plástico moldeadas por inyección utilizando métodos de medición tradicionales como calibradores, micrómetros o máquinas de medición por coordenadas (MMC). Además, el tiempo y la mano de obra necesarios para la inspección manual representaban cuellos de botella importantes en el proceso de producción.
Solución: Para abordar estos desafíos, el fabricante implementó tecnología de medición óptica de coordenadas 3D, en concreto, sistemas de escaneo láser o de luz estructurada, para la inspección dimensional de piezas moldeadas por inyección de plástico. Invirtió en un sistema de medición óptica de alta precisión equipado con software avanzado para la adquisición, el análisis y la generación de informes automatizados de datos.
Implementación:
-
Configuración del sistema: El sistema óptico de medición de coordenadas 3D se instaló en el departamento de control de calidad, junto a la planta de moldeo por inyección. El sistema constaba de cámaras de alta resolución, proyectores de luz estructurada o láser, y sistemas de control de movimiento para un posicionamiento preciso.
-
Calibración: El sistema de medición se sometió a rigurosos procedimientos de calibración para garantizar mediciones precisas y repetibles. La calibración implicó alinear las cámaras, los proyectores y los ejes de control de movimiento con un sistema de coordenadas de referencia de precisión comprobada.
-
Inspección de piezas: Las piezas de plástico moldeadas por inyección se colocaron en la platina o dispositivo de medición y se inició el proceso de escaneo óptico. La luz estructurada o la proyección láser iluminaron la superficie de la pieza, capturando miles de puntos de datos en cuestión de segundos.
-
Procesamiento de datos: Los datos de la nube de puntos adquiridos se procesaron mediante software especializado para reconstruir la geometría 3D de las piezas. Se emplearon algoritmos avanzados para alinear, fusionar y analizar los datos, lo que permitió la medición dimensional, la extracción de características y el análisis de superficies.
-
Análisis dimensional: El software realizó el análisis dimensional comparando las dimensiones medidas de las piezas de plástico con el modelo CAD (Diseño Asistido por Computadora) o las especificaciones nominales. Se identificaron las desviaciones respecto a las dimensiones objetivo y se generaron automáticamente informes detallados.
-
Control de Calidad: El sistema óptico de medición de coordenadas 3D permitió un control de calidad integral al detectar defectos, variaciones y desviaciones en las piezas moldeadas por inyección de plástico. Cualquier pieza que no cumpliera las especificaciones se marcó para su posterior investigación o reelaboración.
Resultados: Al implementar la tecnología de medición óptica de coordenadas 3D para piezas de inyección de plástico, el fabricante logró varios beneficios:
- Precisión dimensional mejorada y consistencia de piezas moldeadas por inyección.
- Reducción del tiempo de inspección y de los costos laborales mediante mediciones y análisis automatizados.
- Capacidades de control de calidad mejoradas, lo que se traduce en menos rechazos y repeticiones de trabajos.
- Mayor eficiencia y rendimiento de la producción al agilizar el proceso de inspección.
En general, la adopción de la tecnología de medición óptica de coordenadas 3D mejoró significativamente la capacidad del fabricante para garantizar la calidad y la integridad dimensional de las piezas moldeadas por inyección de plástico, lo que contribuyó a la satisfacción del cliente y la competitividad en la industria automotriz.