Tecnología de moldeo por inyección asistida por gas
Tecnología de presión de gas interna
La aplicación del proceso de moldeo por inyección asistido por gas en Ming-Li

El moldeo por inyección interna de gas Ming-Li es un proceso en el que se inyecta nitrógeno en la cavidad del molde, ya sea parcial o totalmente llena de material fundido. El gas presurizado forma una burbuja en el centro del material fundido, que contrarresta la contracción externa y elimina así las rechupes. Al reducir la cantidad de plástico y ampliar la cavidad central, es posible producir componentes ligeros específicos con tiempos de ciclo cortos y, al mismo tiempo, una buena calidad superficial. Este proceso ofrece excelentes oportunidades a los diseñadores de piezas moldeadas para producir piezas complejas con superficies lisas en una sola pieza.
Ventajas de la aplicación Airmould:
- Mejora de la calidad
- Reducción de peso
- Ahorro de material plástico
- Reducción de los costes unitarios de los componentes
- Prevención de marcas de hundimiento
- Reducción/prevención de deformaciones
- Libertad de diseño
Proceso de inyección de proyectiles
Con esta tecnología de inyección de fluidos, se crea un cuerpo de desplazamiento (proyec-
La baldosa se impulsa bajo presión de gas a través del material previamente inyectado.
Derretimiento. El proyectil desplaza el plástico fundido y forma así una cavidad.
con un diámetro uniforme. Este proceso es particularmente recomendable.
Recomendado para tuberías y conductos de medios. Manijas y otras piezas.
con espacios huecos considerables de diámetro uniforme también pueden ser
producido con tecnología de inyección de proyectiles.
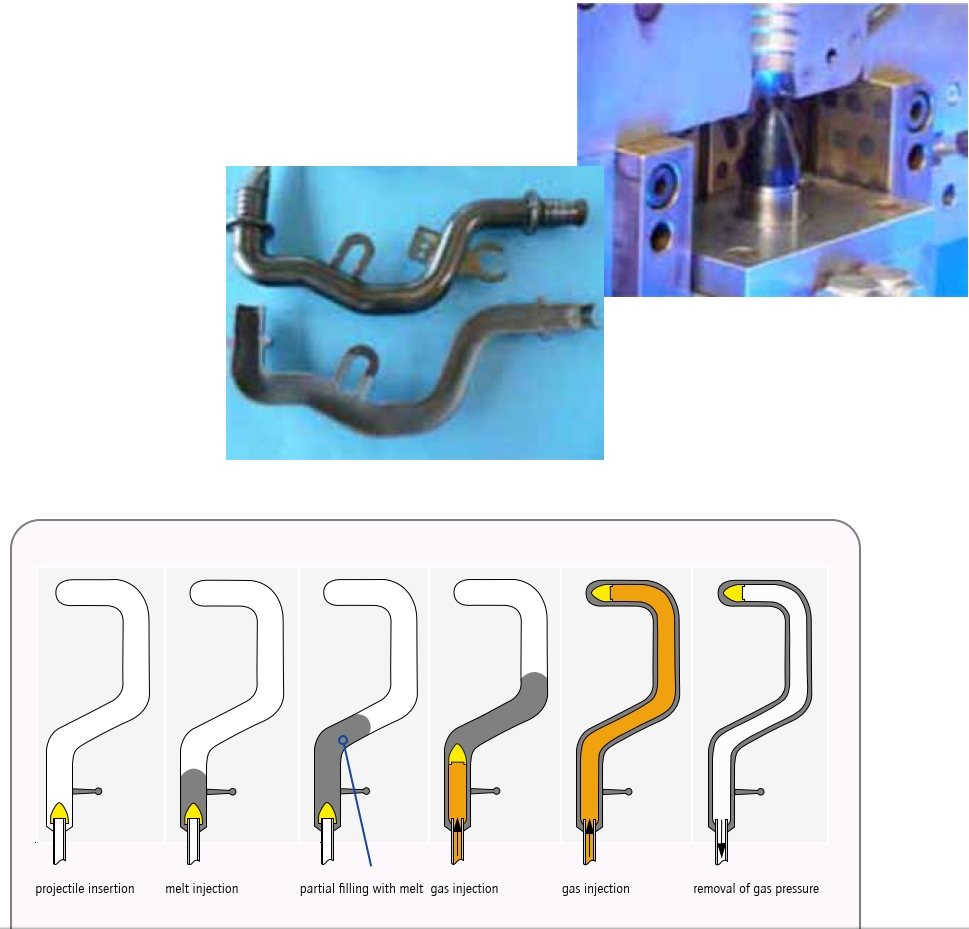
Las variantes del proceso en detalle
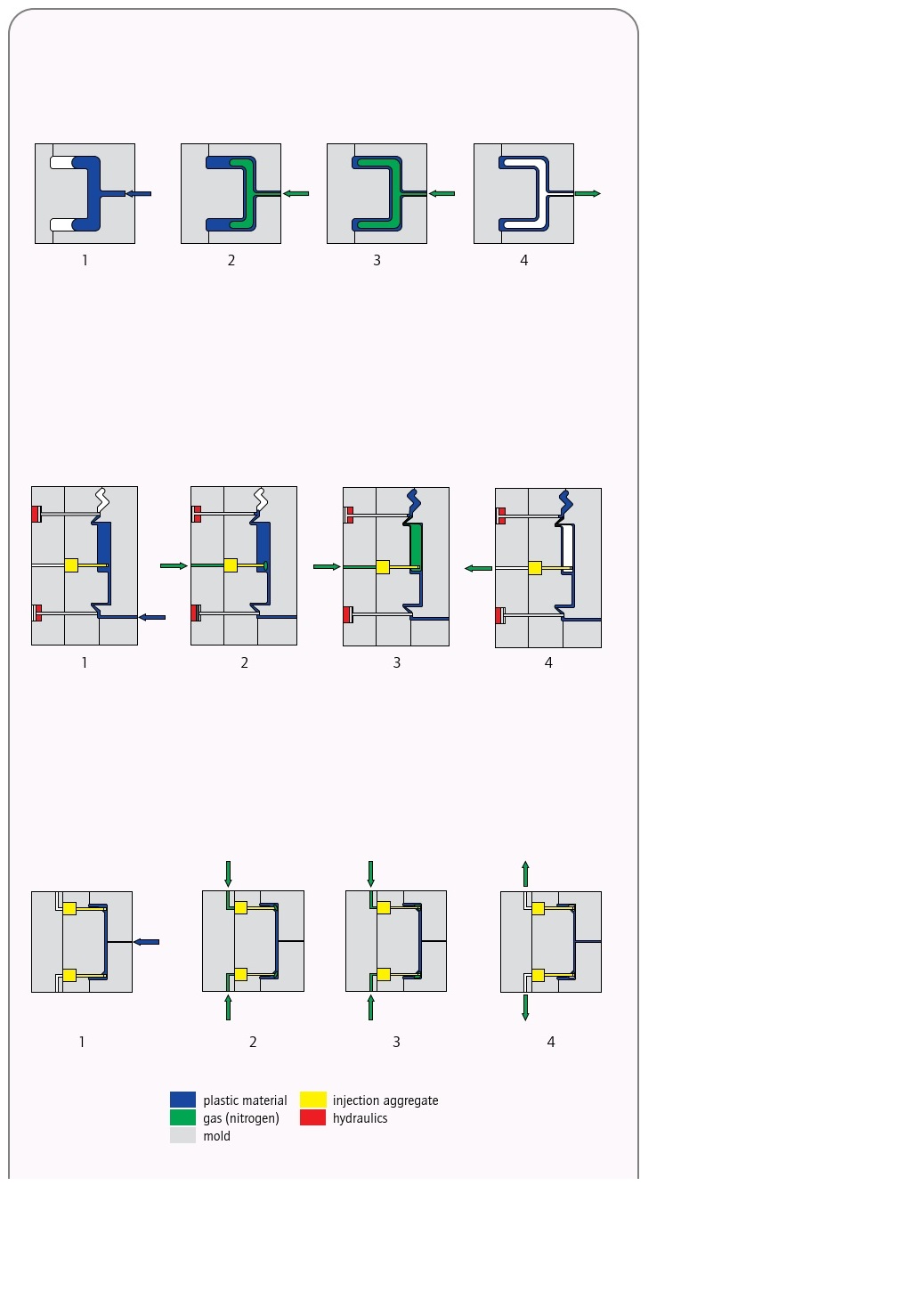
» Proceso de llenado parcial
El llenado parcial es el proceso estándar.
La cavidad está parcialmente llena de material fundido [1].
A continuación, se inyecta gas. Se forma una burbuja de gas.
ble dentro del área del núcleo más caliente con menor
viscosidad y desplaza esta parte de la
Derretir hasta que la cavidad esté completamente llena
[2]. La presión del gas se mantiene como
manteniendo la presión para compensar la contracción
ción [3] y finalmente se retira antes del molde.
apertura [4]. Inyección de gas a través de la
La boquilla de moldeo por aire de la máquina sirve para
sellar la mazarota.
» Proceso de cavidad de derrame
Como paso del proceso n.º 1, se compone la cavidad.
completamente lleno de masa fundida [1]. Si es necesario,
Se aplica presión de mantenimiento a la masa fundida.
Entonces la cavidad de desbordamiento (desbordamiento) es
abierto y se inyectó nitrógeno [2]. El gas
desplaza el material fundido del área central del
material plástico en el rebosadero. Subse-
Con frecuencia, se mantiene la presión del gas.
como mantener la presión durante todo el
período de enfriamiento [3] y por lo tanto contrarresta
contracción. Se elimina la presión del gas.
antes de abrir el molde [4].
» Proceso de compensación de mermas
En primer lugar, la cavidad se llena completamente con
Derretir [1]. Luego se inyecta nitrógeno [2].
y suministra la presión de retención a
contrarrestar la contracción [3]. El gas se forma
canales dentro de la pieza moldeada, en los que
La presión del gas se mantiene durante todo el proceso
el período de enfriamiento y por lo tanto contrarresta
contracción. Dependiendo del moldeado
parte, el gas se inyecta ya sea a través de ag-
agregados dentro del molde o Airmould
boquilla de la máquina. La presión del gas es
retirado antes de abrir el molde [4].
El moldeo por inyección asistida por gas es una variante del moldeo por inyección convencional que utiliza un gas inerte, generalmente nitrógeno, para asistir en el proceso de moldeo. En este método, el gas se inyecta en la cavidad del molde tras la inyección inicial de resina plástica fundida. Este gas forma secciones huecas o canales dentro de la pieza, lo que reduce el uso de material, los tiempos de ciclo y el peso de la pieza, a la vez que mejora el acabado superficial y la estabilidad dimensional.
Así es como funciona el proceso de moldeo por inyección asistida por gas:
-
Inyección inicial: El proceso comienza con la inyección de resina plástica fundida en la cavidad del molde a través de la unidad de inyección primaria. Esta inyección inicial llena parcialmente el molde, dejando espacio para la posterior introducción del gas.
-
Inyección de gas: Tras la inyección inicial, una unidad de inyección de gas introduce un volumen controlado de gas inerte, generalmente nitrógeno, en la cavidad. El gas fluye a través de canales o boquillas estratégicamente ubicados dentro del molde, desplazando el plástico fundido y formando secciones huecas o canales dentro de la pieza.
-
Mantenimiento de la presión: Una vez inyectado el gas, la presión se mantiene dentro de la cavidad durante un período específico, generalmente hasta que la pieza se enfría y se solidifica lo suficiente como para mantener su forma. Esta presión ayuda a sostener las paredes de la pieza, evitando el colapso o la deformación al enfriarse el plástico.
-
Enfriamiento y solidificación: Al enfriarse la pieza, se libera la presión del gas y el plástico se solidifica alrededor de los canales de gas. El proceso de enfriamiento puede acelerarse mediante el uso de canales de enfriamiento dentro del molde. Una vez que la pieza se ha solidificado completamente, se expulsa de la cavidad del molde.
Los beneficios de la tecnología de moldeo por inyección asistida por gas incluyen:
-
Uso reducido de material: el moldeo por inyección asistido por gas permite la creación de secciones huecas o canales dentro de la pieza, lo que reduce el uso general de material y al mismo tiempo mantiene la integridad estructural y la resistencia.
-
Reducción del tiempo de ciclo: al formar secciones huecas dentro de la pieza, el moldeo por inyección asistido por gas puede reducir los tiempos de enfriamiento y los tiempos de ciclo en comparación con las piezas sólidas, lo que genera una mayor eficiencia y rendimiento de la producción.
-
Reducción del peso de la pieza: La incorporación de secciones huecas o canales en el diseño de la pieza permite una reducción de peso significativa, lo que hace que el moldeo por inyección asistido por gas sea adecuado para aplicaciones donde se desea ahorrar peso, como componentes automotrices y aeroespaciales.
-
Acabado superficial mejorado: el moldeo por inyección asistido por gas puede mejorar el acabado superficial de las piezas al reducir las marcas de hundimiento, la deformación y los defectos superficiales comúnmente asociados con las piezas sólidas moldeadas por inyección.
-
Mayor flexibilidad de diseño: el moldeo por inyección asistido por gas ofrece una mayor flexibilidad de diseño, lo que permite la creación de geometrías complejas, cortes y características integradas que pueden ser difíciles o imposibles de lograr con las técnicas de moldeo convencionales.
-
Costos de herramientas reducidos: el moldeo por inyección asistido por gas puede reducir los costos de herramientas en comparación con otros procesos de moldeo al permitir el uso de moldes más pequeños y menos complejos debido a los menores requisitos de material y fuerzas de sujeción.
En general, la tecnología de moldeo por inyección asistido por gas ofrece numerosas ventajas para los fabricantes que buscan producir piezas de plástico livianas y de alta calidad con geometrías complejas y un acabado superficial mejorado, al tiempo que reducen el uso de material y los tiempos de ciclo.